

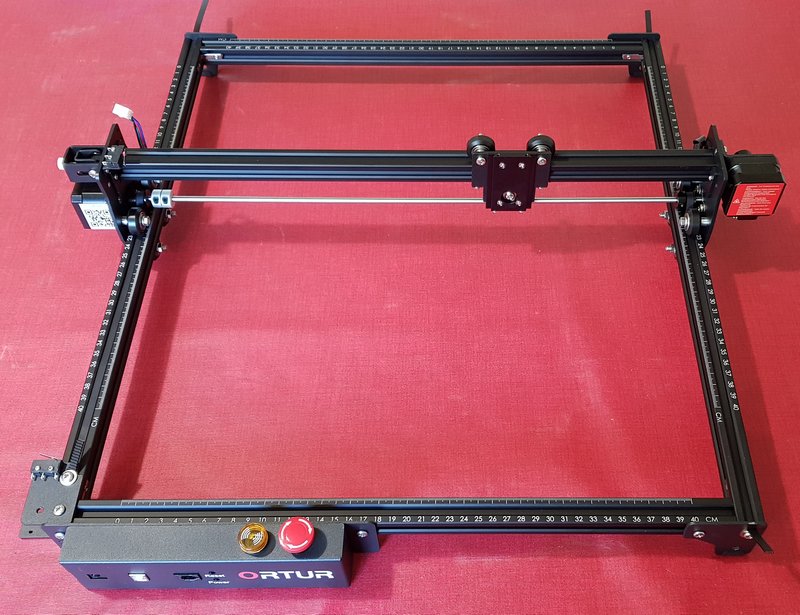
Je vous avais présenté un graveur Laser de petite dimension (80x80mm) et de puissance réduite que j’ai revendu depuis. Avec l’impossibilité de se rendre dans les FabLab j’ai décidé de m’équiper avec un matériel plus « maker » et j’ai opté pour le dernier modèle de Ortur, le graveur/découpeur Ortur Laser Master 2 PRO. Je vous propose de découvrir ce produit, son montage, et son utilisation.
Au sommaire :
Gravure Découpe Laser avec Ortur Laser Master 2 PRO
LASER (acronyme issu de l’anglais light amplification by stimulated emission of radiation qui signifie « amplification de la lumière par émission stimulée de radiation ») est un système photonique. Il s’agit d’un appareil qui produit un rayonnement lumineux spatialement et temporellement cohérent reposant sur le processus d’émission stimulée. La lumière du laser est aussi appelée lumière cohérente. (Wikipedia)
Sécurité d’utilisation des LASER
![]()
Cet appareil utilise un Laser de Classe 4 : C’est un Laser de forte puissance. Sa vision directe ou celle des réflexions diffuses comportent des risques oculaires majeurs (cécité irréversible). L’exposition cutanée est également dangereuse. Le port de lunettes de protection professionnelles adaptées est obligatoire.
[stextbox id=’alert’ caption=’A lire absolument’]Vous ne devez pas utiliser cet appareil autrement qu’à titre personnel. Il faudra veiller à ne pas regarder le faisceau directement, ni ses éventuelles réflexions ou diffractions, sous peine de destruction irréversible de la rétine. Pas question, par exemple, de mettre librement ce graveur à disposition dans un FabLab, un collège ou un lycée. Utilisation interdite pour les enfants.
L’utilisation de cet appareil présente un risque d’incendie du fait de la haute température engendrée par le laser sur la surface de contact. Restez à proximité immédiate pendant les opérations de gravure. Conservez un extincteur à proximité.
La gravure élève fortement la température du matériau. Des particules fines et des vapeurs/fumées éventuellement toxiques se dégagent. Prévoyez de travailler dans un lieu aéré et évitez de respirer les émanations toxiques ![/stextbox]
En aucun cas framboise314 ne pourra être tenu pour responsable en cas d’accident provoqué par le Laser. Vous l’utilisez sous votre responsabilité et en pleine conscience des risques encourus.
Pour information, en milieu professionnel :
Système d’arrêt d’urgence et d’avertissement d’un laser en fonction
- Un panneau lumineux « DANGER LASER » doit s’allumer pour indiquer qu’est en marche un laser émettant un rayonnement invisible, dont la longueur d’onde est inférieure à 400 nm et supérieure à 700 nm).
- Les panneaux lumineux doivent s’éteindre lorsque le laser n’est plus en fonction
- Le bouton d’arrêt d’urgence doit faire en sorte de couper tous les faisceaux lasers (classe 3B et 4) présents dans la pièce
- Lorsqu’on enclenche de nouveau le bouton d’arrêt d’urgence pour le remettre dans sa position initiale, l’émission laser ne doit pas repartir
- Le bouton d’arrêt d’urgence et le panneau lumineux doivent se trouver à l’extérieur de la salle, et près de la porte d’entrée
- Le capot de la machine doit comporter un dispositif qui coupe l’alimentation en cas d’ouverture.
Lunettes de protection obligatoires
- Le port de lunettes de protection laser est obligatoire lorsqu’on travaille dans un laboratoire dans lequel sont en fonction des lasers de classe 3R (émettant un rayonnement invisible), 3B ou 4
Pour plus d’informations lisez ce document de l’Université de Laval sur les risques Laser.
Cliquer pour agrandir

Cliquez pour télécharger
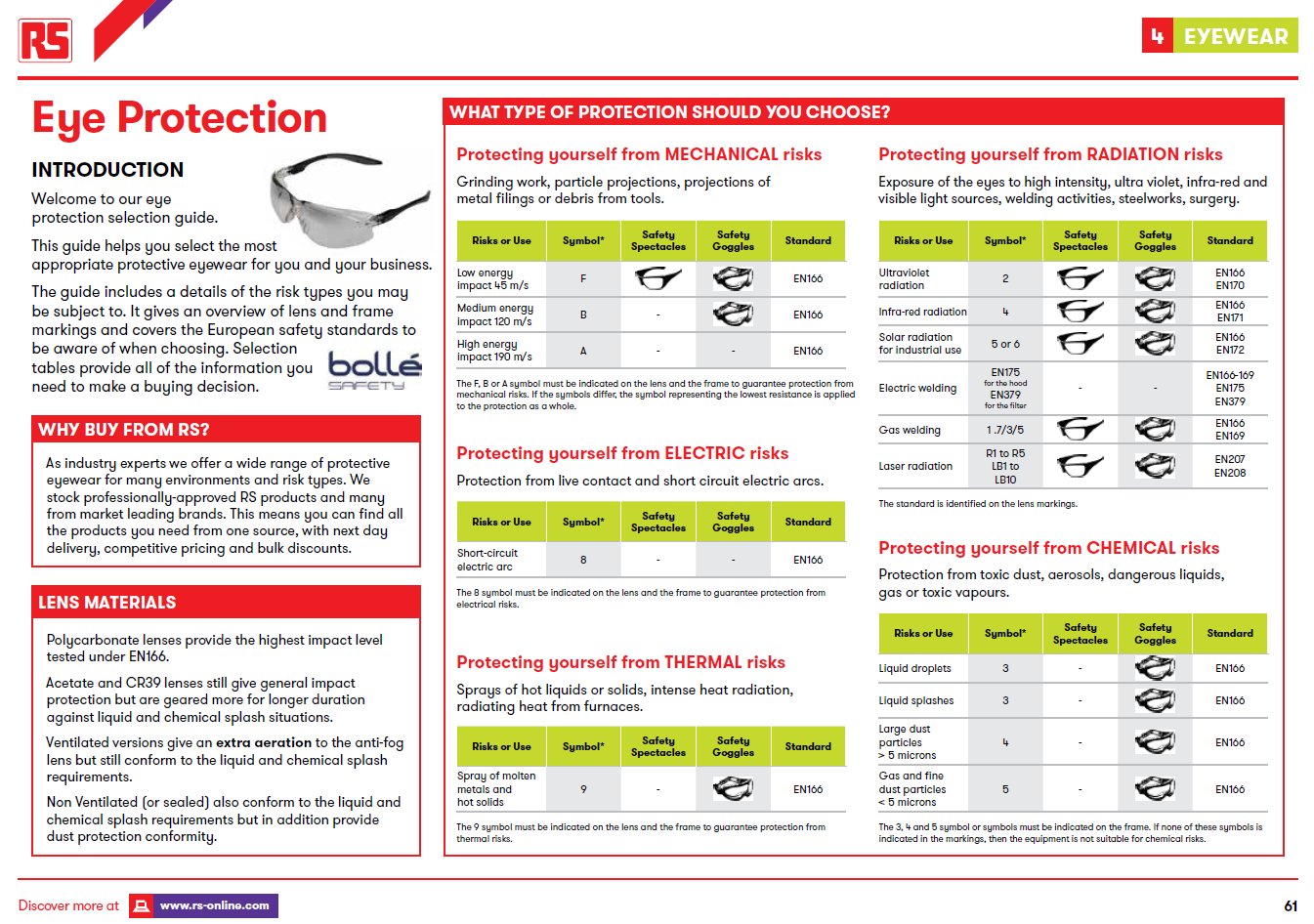
Ces documents sur les EPI (Équipements de Protection Individuelle) de RS composants pourront aussi vous guider.
Consultez également la législation au sujet des LASERs : Décret n°2007-665 du 2 mai 2007
https://www.legifrance.gouv.fr/loda/id/JORFTEXT000000646998/
La société Ortur
![]() ORTUR a été fondée en mars 2018 par un groupe de jeunes ingénieurs, avec l’intention de créer une entreprise innovante et créative. Les défis étaient importantl’équipe était prête à fournir des efforts importants pour y parvenir.
ORTUR a été fondée en mars 2018 par un groupe de jeunes ingénieurs, avec l’intention de créer une entreprise innovante et créative. Les défis étaient importantl’équipe était prête à fournir des efforts importants pour y parvenir.
Depuis 2018, ORTUR s’est considérablement développée mais l’innovation et la mise en oeuvre de solutions créatives restent au programme. L’équipe s’est agrandie de manière exponentielle depuis 2018, ORTUR ayant attiré dans ses rangs des personnes encore plus créatives et talentueuses venues du monde entier.
Actuellement, ORTUR est devenu une marque connue et une référence dans le monde de la gravure laser amateur. C’est l’une des priorités d’ORTU que de développer et d’améliorer la technologie des graveurs laser à diode LASER.
Ortur a choisi de développer et d’innover dans le monde de la gravure laser, en rendant ses machines plus sûres, plus rapides et surtout plus faciles à utiliser pour tous. Ils s’efforcent d’abaisser le coût des machines de gravure laser pour les mettre à la portée des makers, sans pour autant sacrifier les caractéristiques et la qualité.
Pour cela, ORTUR a créé des partenariats avec de nombreuses petites entreprises de fabrication, des ateliers, des artistes, des ingénieurs et des indépendants, chacun apportant son expérience et de nouvelles idées.
ORTUR ne s’arrête pas aux machines de gravure laser, ils étendent les efforts de recherche et de développement, en introduisant des machines de loisirs dans les domaines des CNC et de l’impression 3D. Toutes les leçons tirées d’un développement technologique sont répercutées sur toutes les autres plateformes, créant ainsi une expérience homogène pour l’utilisateur final.
La devise d’ORTUR : « Imaginez-le, concevez-le, fabriquez-le !«
Déballage du matériel
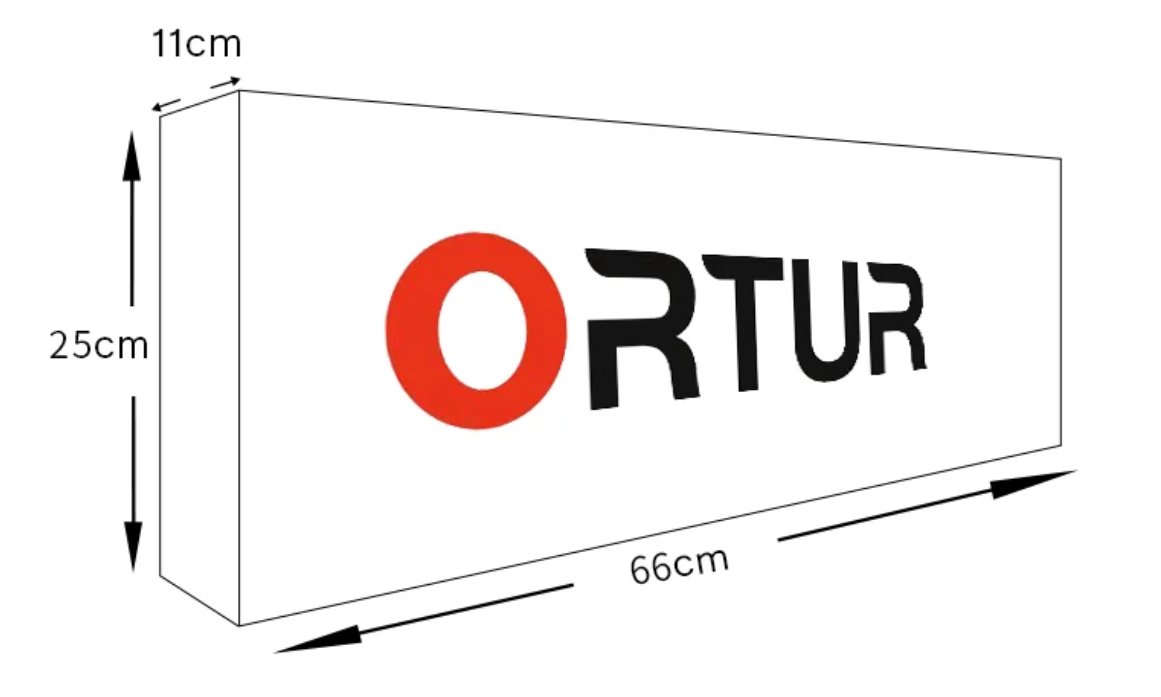
Le carton est étonnamment petit pour une machine de cette taille, ce qui s’explique par la livraison en kit. Le carton est épais et le matériel est protégé par une coque en mousse. Je n’ai constaté aucun dégât.

La carte mère du graveur (une carte 32 bits) est bien à l’abri dans un coffret métallique. En haut la chaîne qui renferme le toron. Un modèle costaud, que le constructeur garantit pour 5 millions de mouvements.
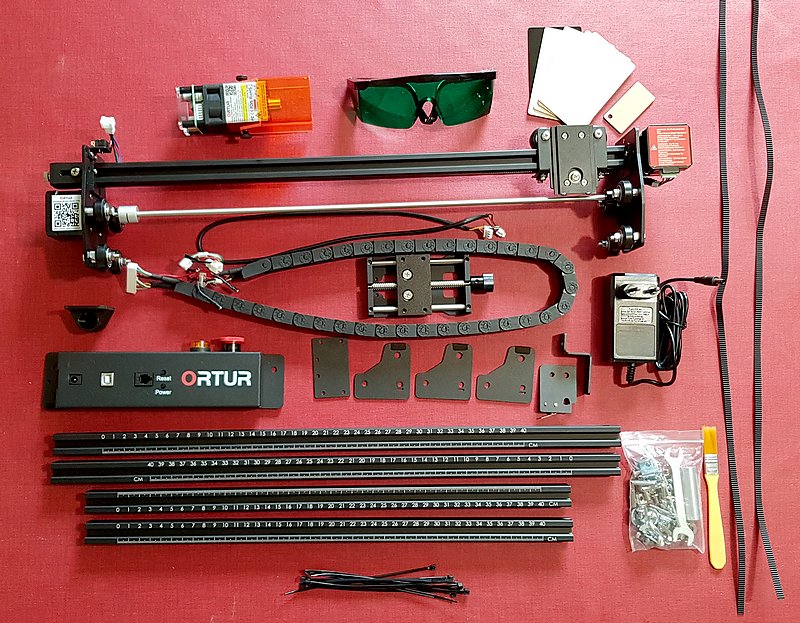
Ici tout le matériel est sorti du carton. La partie axe des X est prémontée. Il suffira de la glisser sur les barres de l’axe des Y pour qu’elle soit opérationnelle.
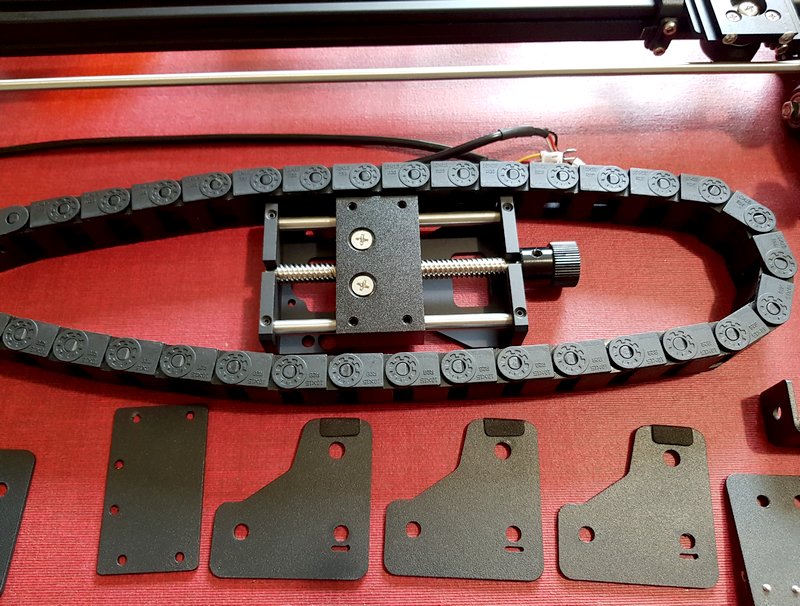
Ici au milieu de la chaîne le bloc de réglage manuel de Z (la hauteur du laser) qui facilite le réglage en fonction de l’épaisseur de l’objet à graver. En bas on trouve les pieds destinés à surélever le cadre de la machine.

L’alimentation est en 24 volts. Par rapport aux modèles précédents en 12 volts, cela permet de travailler avec un courant moindre.

Un sachet contient la « quincaillerie » ainsi que les outils nécessaires au montage. Le cylindre en aluminium est la cale utilisée pour régler la hauteur du LASER par rapport à l’objet à graver.

Pour exercer l’utilisateur et tester, différentes plaques sont livrées : bois et acrylique

La paire de lunettes livrées avec la machine. Bah… elle ne m’a pas inspiré confiance. Pas de marquage CE, pas de notification des fréquences filtrées… J’en ai commandé une autre paire (plus chère mais je tiens à mes yeux). Ce choix n’engage que moi. (pub gratuite)

Les barres de profilé aluminium sont graduées, pratique pour se repérer et décaler la tête de gravure sur un objet à graver.

Le switch de fin de course (et de prise de zéro) de l’axe des Y est livré monté sur une plaque. Le trou situé à gauche du switch sert à faire passer la courroie qui sera bloquée par la rondelle et la vis.
 La tête LASER pour laquelle j’ai opté est le modèle LU2-4. C’est le modèle le plus puissant de la gamme. Pour 20 watts consommés (environ) il délivre 5,5 watts de puissance optique (données constructeur). C’est donc vraiment un système dangereux en cas d’exposition au faisceau, en direct ou en réfléchi/diffusé.
La tête LASER pour laquelle j’ai opté est le modèle LU2-4. C’est le modèle le plus puissant de la gamme. Pour 20 watts consommés (environ) il délivre 5,5 watts de puissance optique (données constructeur). C’est donc vraiment un système dangereux en cas d’exposition au faisceau, en direct ou en réfléchi/diffusé.
Montage du graveur Laser Ortur Laser Master 2 PRO
Montage mécanique
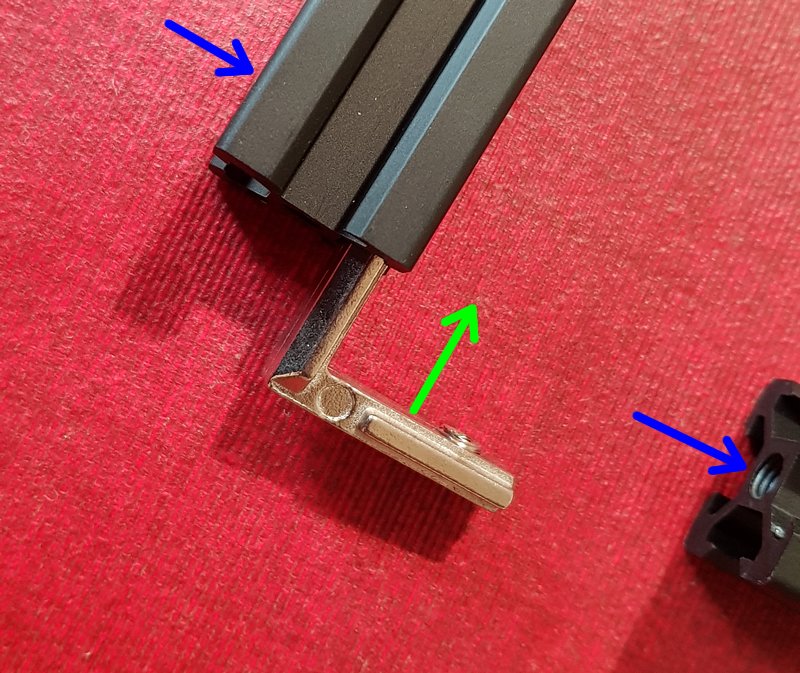
Commencez par glisser les renforts d’angle dans le profilé. Il faudra les avancer suffisamment pour que la vis vienne se placer dans le filetage au centre du profilé perpendiculaire.

Glisser le renfort d’angle du profilé perpendiculaire.
Mettez la vis en place

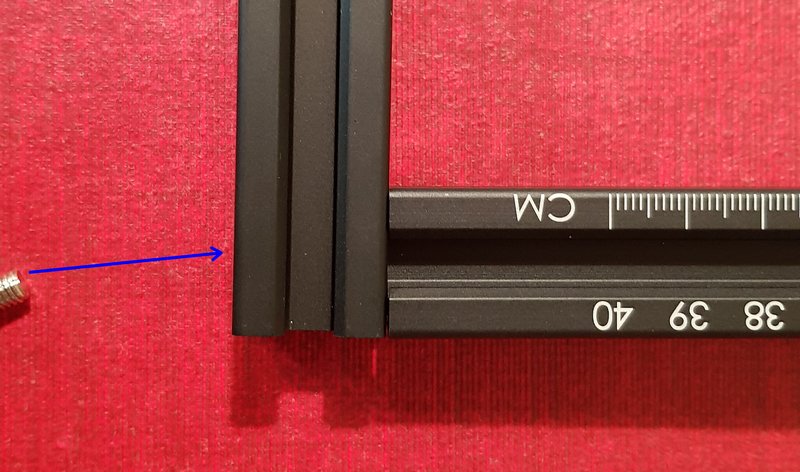
Il faut monter les profilés de telle sorte que le trou prévu pour recevoir la tête de vis soit dans le bon sens (vers l’extérieur).

 De cette façon la tête de la vis sera complètement dans le profilé et ne dépassera pas. Avant de mettre les 4 pieds en place (un des pieds est constitué par la carte de commande dans son boîtier), il faudra glisser le chariot X sur les profilés et glisser dans les profilés les écrous qui serviront pour fixer le plaque du swicth Y ou le support de la cale en aluminium (j’en reparle un peu plus bas). De toute façon si vous en oubliez des bouts (ouais, ça m’est arrivé 🙂 ) c’est très rapide de redémonter et de modifier…
De cette façon la tête de la vis sera complètement dans le profilé et ne dépassera pas. Avant de mettre les 4 pieds en place (un des pieds est constitué par la carte de commande dans son boîtier), il faudra glisser le chariot X sur les profilés et glisser dans les profilés les écrous qui serviront pour fixer le plaque du swicth Y ou le support de la cale en aluminium (j’en reparle un peu plus bas). De toute façon si vous en oubliez des bouts (ouais, ça m’est arrivé 🙂 ) c’est très rapide de redémonter et de modifier…
 Quand le chariot est en place et les pieds fixés, mettez en place les deux courroies. Les dents sont vers le bas. Regardez ces images pour voir comment les insérer dans le profilé et sur les roues d’entraînement.
Quand le chariot est en place et les pieds fixés, mettez en place les deux courroies. Les dents sont vers le bas. Regardez ces images pour voir comment les insérer dans le profilé et sur les roues d’entraînement.

Laissez dépasser les courroies de chaque côté des profilés.


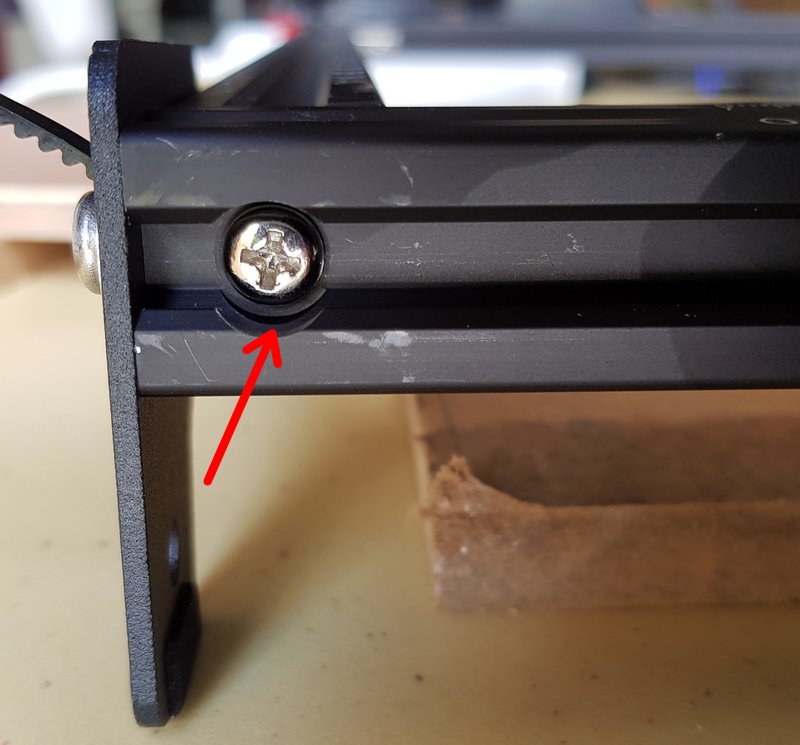
Le blocage des courroies se fait en glissant le bout dans le trou prévu sur les pieds. Lorsqu’on serre la vis, la rondelle vient bloquer la courroie. Le souci c’est comment régler la tension des courroies ? Il n’y a pas de recette… Elle doit être suffisamment tendue (pas assez tendue on perd des pas), mais pas trop (elle s’use et se casse). C’est une question de doigté et d’expérience. Mieux vaut commencer par ne pas trop la tendre. Si vous voyez que vous perdez des pas (en plus ça fait du bruit) retendez un peu les courroies. C’est plus simple quand les courroies sont accessibles, on sent la tension en appuyant sur la courroie. Ici elles sont dans le profilé et c’est plus difficile à estimer.

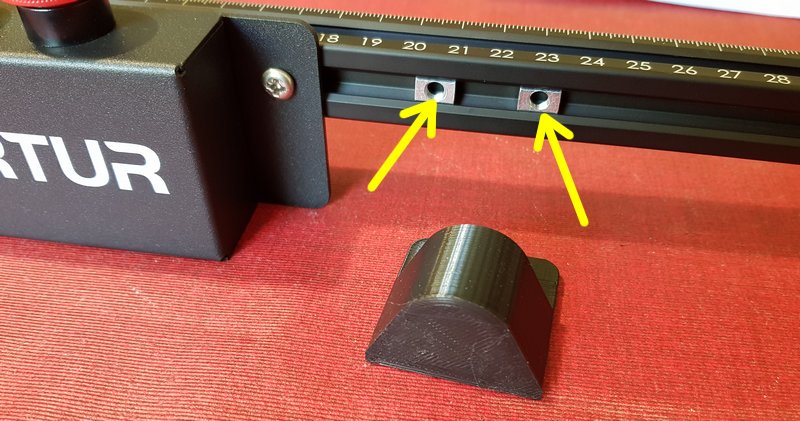
 Il y a deux sortes d’écrous livrés avec la machine. Ceux-ci sont glissés dans la rainure du profilé. Utilisez les pour la plaque du switch ou pour la fixation du support de la cale en aluminium. Pour les ajouter il faut démonter un pied, pareil pour les sortir.
Il y a deux sortes d’écrous livrés avec la machine. Ceux-ci sont glissés dans la rainure du profilé. Utilisez les pour la plaque du switch ou pour la fixation du support de la cale en aluminium. Pour les ajouter il faut démonter un pied, pareil pour les sortir.

Ce deuxième modèle est plus souple d’emploi. Il se met en place sur la vis, puis de « faufile » dans la rainure du profilé. Lorsque vous serrez il pivote et vient se bloquer dans la rainure. Il est démontable de la même manière.
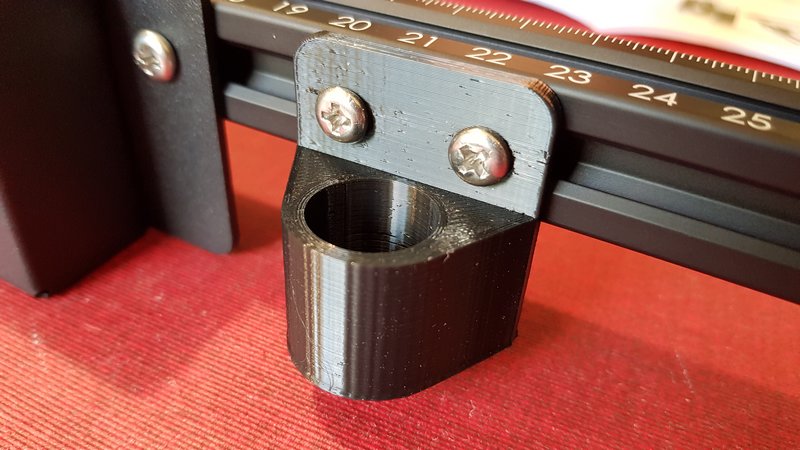

Montage du support de cale de hauteur. Le support livré a été imprimé en 3D. A gauche la carte mère dans son boîtier.
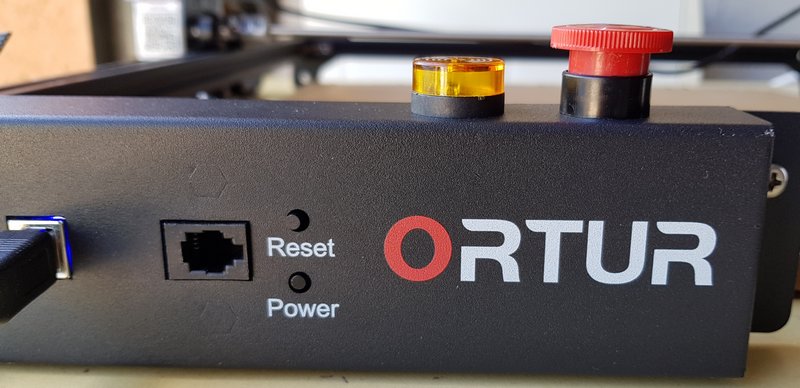
La carte mère sert de pied à l’avant gauche. Sur le dessus vous voyez le bouton d’arrêt d’urgence. Il suffit d’appuyer (taper) dessus pour arrêter la machine. Le voyant/bipper sur la gauche du bouton signale les défauts (il est très bruyant !).

La plaque support du switch fin de course Y sert aussi à bloquer la courroie. Ici la courroie est repliée dans le trou de la plaque et bloquée par la rondelle.
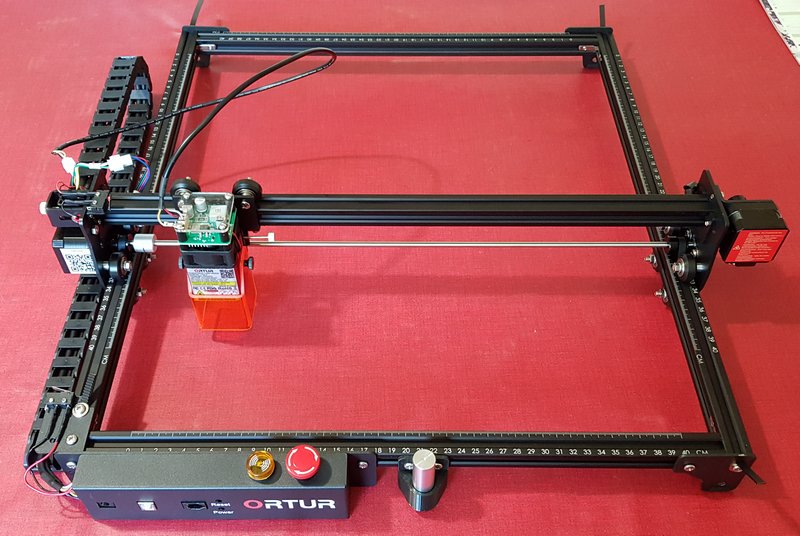
L’assemblage mécanique est terminé. On peut passer à la suite.
Le LASER
Principes
J’ai déjà eu l’occasion de vous parler du LASER, soit avec des articles d’applications (projecteur LASER HDMI, projecteur LASER pour le Raspberry Pi, graveur LASER, Diode LASER…). C’est surtout dans l’article sur la diode LASER que vous trouverez les principes de base.
Pour les LASER bleus il y a deux possibilités :
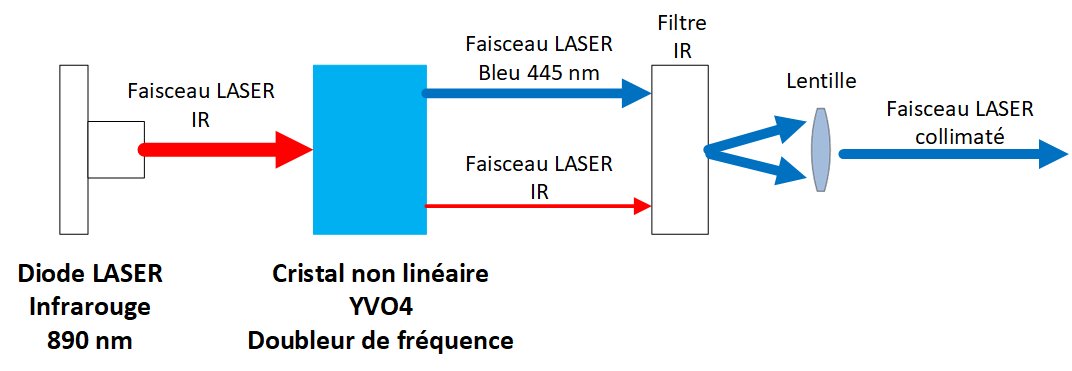 La première consiste à utiliser une diode LASER infrarouge qui éclaire un cristal non linéaire. La fréquence est doublée et la lumière qui sort est bleue. L’avantage est d’utiliser une diode LASER IR dont la technologie est assez ancienne et bien maîtrisée pour les composants de puissance.
La première consiste à utiliser une diode LASER infrarouge qui éclaire un cristal non linéaire. La fréquence est doublée et la lumière qui sort est bleue. L’avantage est d’utiliser une diode LASER IR dont la technologie est assez ancienne et bien maîtrisée pour les composants de puissance.
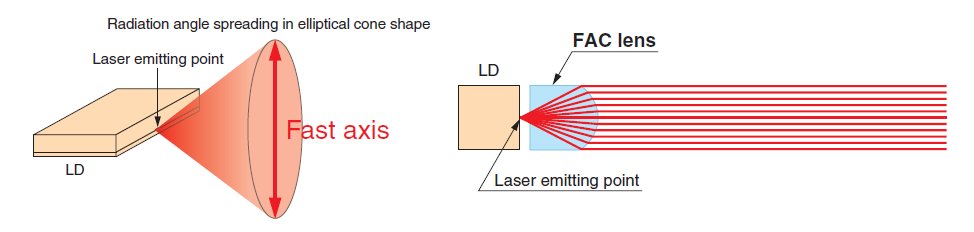
Image (c) Hamamatsu Photonics
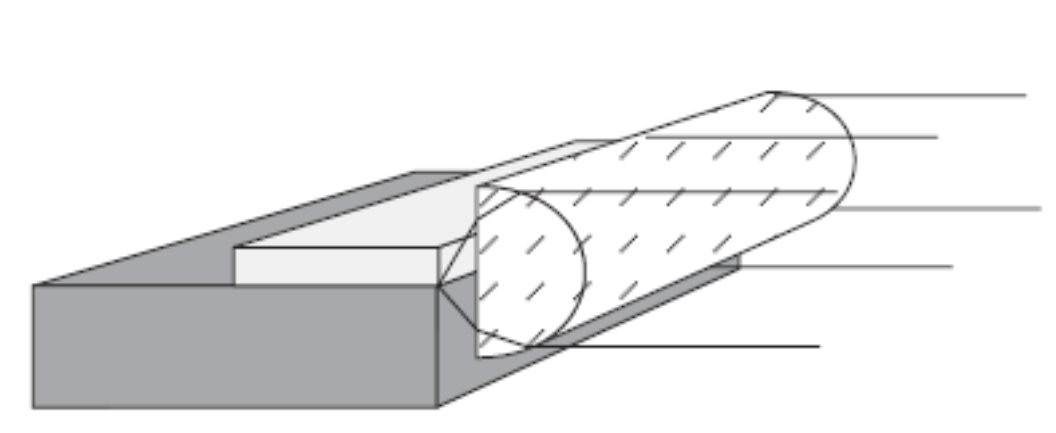 On dispose aujourd’hui de diodes LASER bleues qui peuvent fournir une puissance importante. L’inconvénient c’est que le faisceau qui en sort est trop large et s’écarte en forme de cône. Il est possible d’intercaler une lentille adaptée pour « redresser » les rayons du laser et les rendre parallèles. On parle alors de lentille FAC (Fast-Axis Collimating). Voyez les généralités de cet article de Wikipedia pour plus d’infos sur les axes rapides et lents.
On dispose aujourd’hui de diodes LASER bleues qui peuvent fournir une puissance importante. L’inconvénient c’est que le faisceau qui en sort est trop large et s’écarte en forme de cône. Il est possible d’intercaler une lentille adaptée pour « redresser » les rayons du laser et les rendre parallèles. On parle alors de lentille FAC (Fast-Axis Collimating). Voyez les généralités de cet article de Wikipedia pour plus d’infos sur les axes rapides et lents.
L’utilisation de cette technologie a permis à Ortur de réduire la « tache » projetée par le LASER :
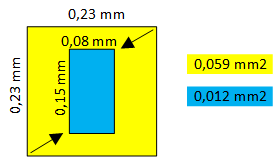 Sur la Ortur Laser Master 2, le faisceau mesurait 0,23×0,23mm. Le passage à la technologie FAC a permis de ramener la dimension du faisceau à 0,08×0,15mm. Pour une puissance optique identique, l’énergie reçue par unité de surface est pratiquement multipliée par 5. C’est pourquoi ce modèle LU2-4 (5,5 watts optiques) est capable de couper une épaisseur de bois jusque 4mm.
Sur la Ortur Laser Master 2, le faisceau mesurait 0,23×0,23mm. Le passage à la technologie FAC a permis de ramener la dimension du faisceau à 0,08×0,15mm. Pour une puissance optique identique, l’énergie reçue par unité de surface est pratiquement multipliée par 5. C’est pourquoi ce modèle LU2-4 (5,5 watts optiques) est capable de couper une épaisseur de bois jusque 4mm.
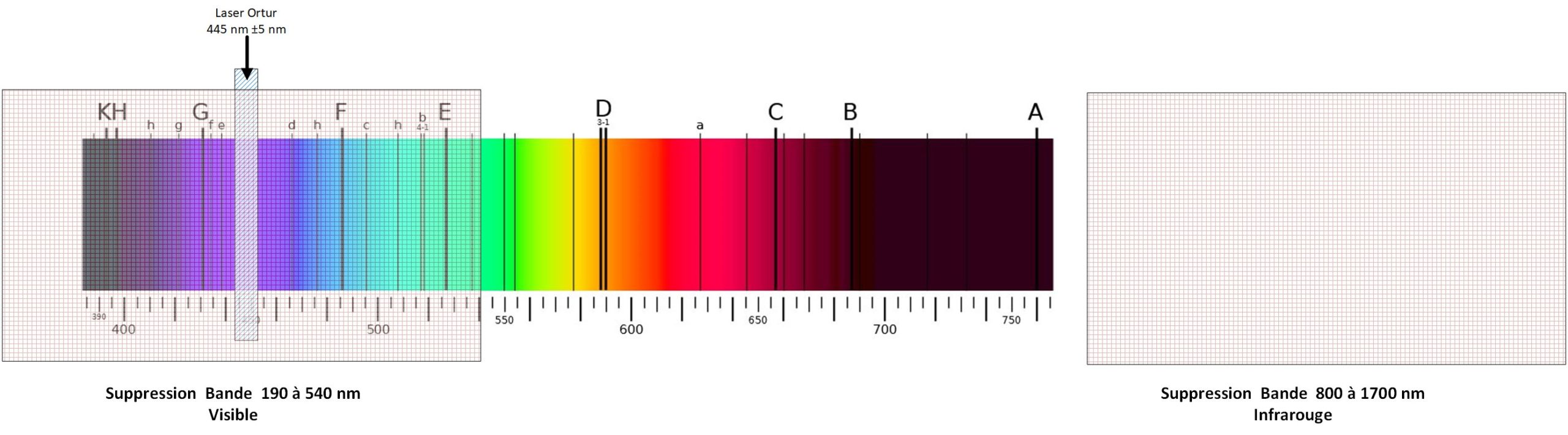
Filtrage de la lumière par les lunettes choisies
Le LASER Ortur émet une lumière violette à 445 nm ±5nm. Pour protéger les yeux il faut une paire de lunettes qui bloque cette gamme de fréquence. Comme mentionné plus haut, la paire de lunettes livrées avec l’appareil ne m’a pas vraiment inspiré confiance… J’ai choisi un modèle qui bloque les ondes de 190 à 540 nm et de 800 à 1700 nm (infrarouge). Le blocage des IR peut être utile si vous travaillez avec un système utilisant un faisceau infrarouge pour fabriquer le bleu. Il y a toujours risque de fuite IR et comme le faisceau est invisible, c’est considérablement plus dangereux !

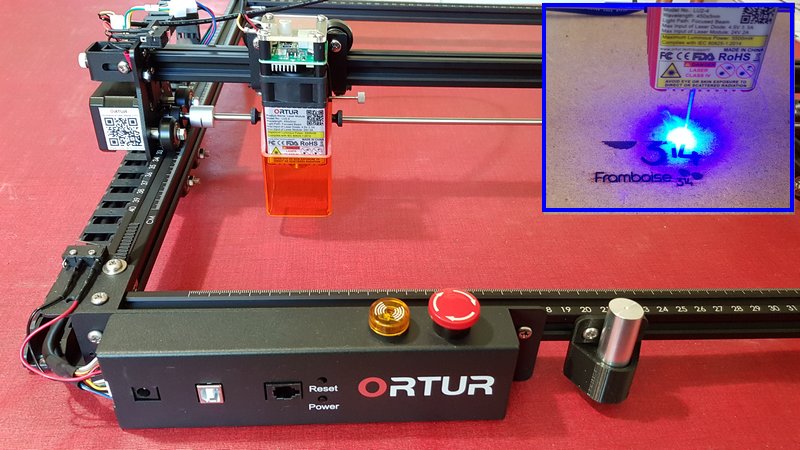
 Avec ces lunettes, les bleus disparaissent et le paysage prend une teinte verdâtre. Mais, bon, ce n’est pas fait pour admirer le ciel… Le filtrage est tel que le bleu disparait complètement. Lorsque le LASER fonctionne à puissance réduite (pour repérer la zone de gravure par exemple) on ne le voit pas si on porte les lunettes.
Avec ces lunettes, les bleus disparaissent et le paysage prend une teinte verdâtre. Mais, bon, ce n’est pas fait pour admirer le ciel… Le filtrage est tel que le bleu disparait complètement. Lorsque le LASER fonctionne à puissance réduite (pour repérer la zone de gravure par exemple) on ne le voit pas si on porte les lunettes.
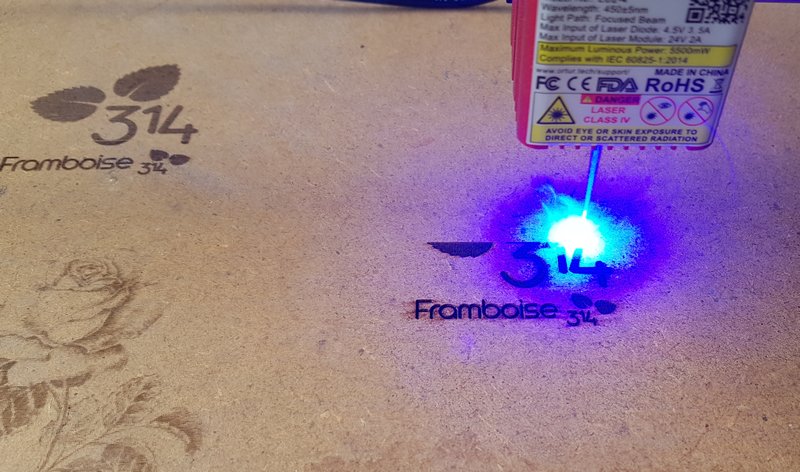
Par contre lorsqu’il fonctionne à pleine puissance, les gaz et les particules éjectés de la surface en cours de gravure sont violemment chauffés par le LASER, ils rayonnent dans le vert et deviennent visibles. Vous trouverez des exemples plus loin dans l’article.
Le bloc LASER Ortur
Le bloc LASER livré avec la machine est équipé d’une lentille fixe. On ne réglera pas la finesse du faisceau en tournant la lentille, mais en jouant sur la hauteur du bloc par rapport à l’objet. La cale en alu se met sous le radiateur. il y a 50mm entre le bas du radiateur et l’objet à graver. Après il est possible de jouer légèrement sur la hauteur pour peaufiner le réglage.
La cache en acrylique filtre les rayons LASER. Il ne dispense pas du port des lunettes ! Par contre sa présence empêche l’évacuation des fumées et des poussières dégagées par la gravure. De plus le dépôt de ces substances sur la lentille de sortie du LASER va dégrader la qualité du faisceau et donc ses capacités à graver/découper correctement.
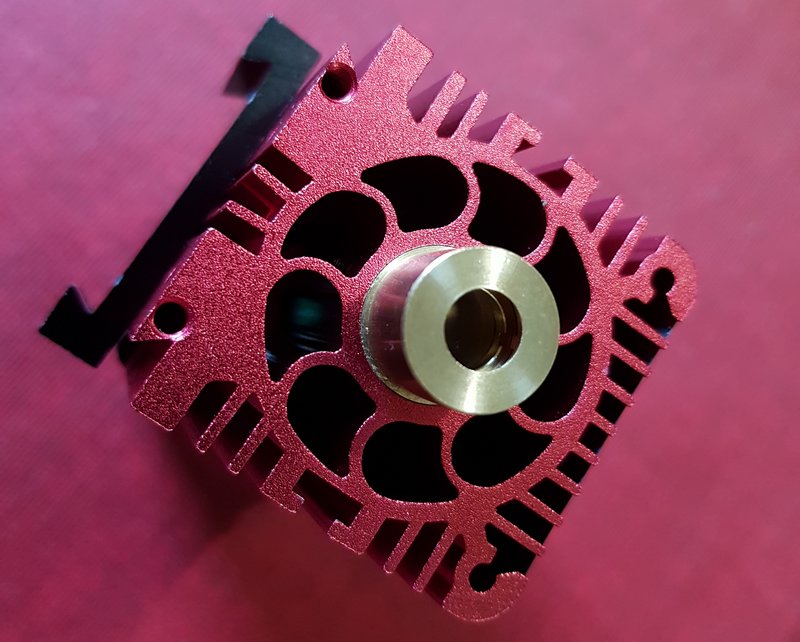
Vu de dessous, le bloc montre la sortie LASER (le cylindre central) et tout autour un bloc d’aluminium anodisé qui sert de radiateur à la diode LASER. Dans la partie opposée, un radiateur force une circulation d’air pour refroidir plus efficacement l’ensemble. En fonction du temps de fonctionnement du LASER et de la température du bloc, le ventilateur va tourner un certain temps après l’arrêt de la gravure, pour ramener la température dans des valeurs raisonnables. Il ne faudra donc pas couper l’alimentation de la machine avant l’arrêt du ventilateur. C’est un peu la même chose que sur une imprimante 3D où il faut laisser le ventilateur refroidir la buse avant de couper l’alimentation.
Bon, sur l’imprimante 3D, vous risquez de calciner le filament et de boucher la buse, ce qui n’est pas bien méchant. Ici vous risquez de détruire la diode LASER, ce qui ne coûte pas le même prix…
Sur le bloc, le ventilateur est situé entre le haut de l’étiquette et le radiateur en aluminium.
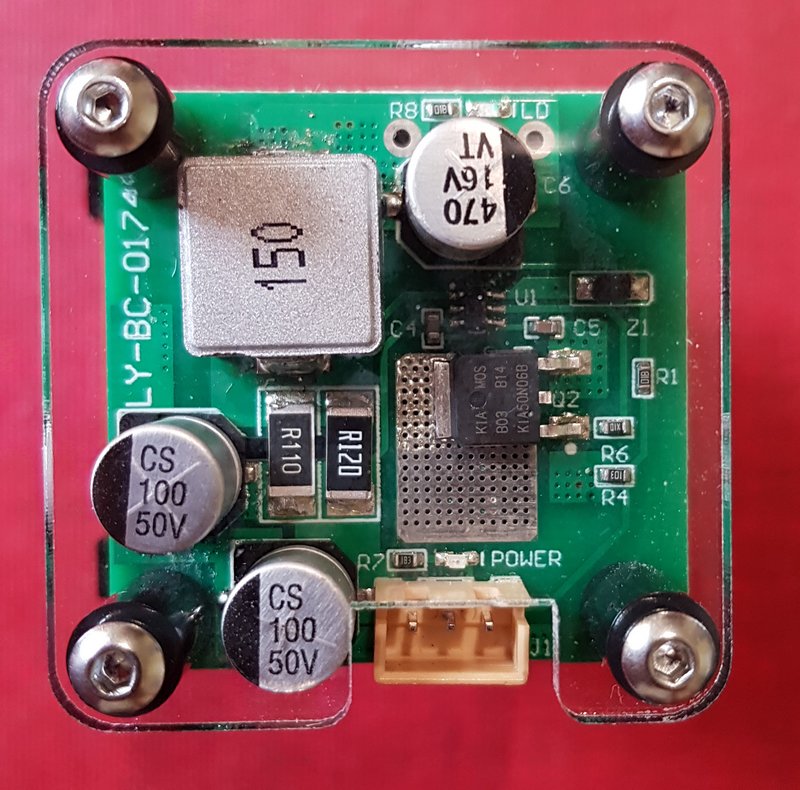
Sur la partie supérieure du bloc LASER une carte de contrôle gère l’alimentation.
Le support du laser est une queue d’aronde. Cela permet un montage facile du laser et une fixation par simple serrage d’une petite vis.
Montage du bloc LASER sur la queue d’aronde.
 Ortur propose également cet accessoire que j’ai reçu mais pas encore monté. Il se fixe sur le chariot des X. On fixe le bloc LASER dessus et il est possible de régler manuellement la hauteur du bloc LASER grâce au bouton situé à la partie supérieur. Le fonctionnement est très doux, c’est une belle mécanique.
Ortur propose également cet accessoire que j’ai reçu mais pas encore monté. Il se fixe sur le chariot des X. On fixe le bloc LASER dessus et il est possible de régler manuellement la hauteur du bloc LASER grâce au bouton situé à la partie supérieur. Le fonctionnement est très doux, c’est une belle mécanique.
Air-Assist
L’air-assist est un système qui va chasser de l’endroit où le LASER agit les particules de matière, la fumée…Le LASER n’est plus gêné dans son action et les fumées ne se déposent plus sur l’objet. On obtient une gravure ou une découpe plus propre.
 Sur cette image extraite de John’s Tech Blog on voit que sur la partie gauche le bois est « sali » par la fumée et les particules alors qu’à droite le Air-Assist permet d’obtenir un résultat propre.
Sur cette image extraite de John’s Tech Blog on voit que sur la partie gauche le bois est « sali » par la fumée et les particules alors qu’à droite le Air-Assist permet d’obtenir un résultat propre.
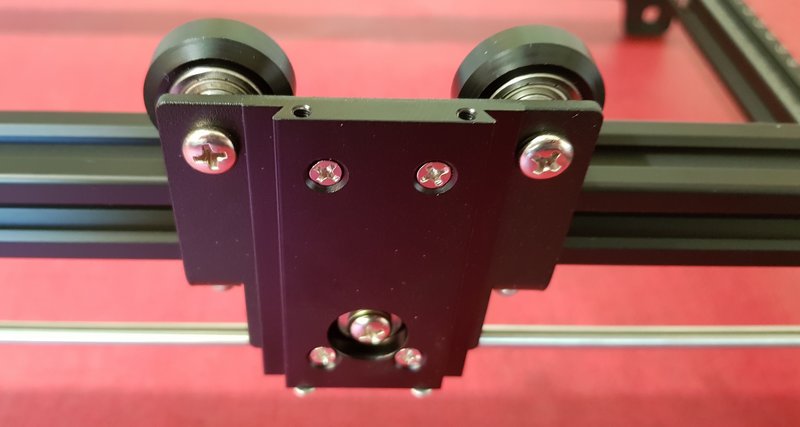
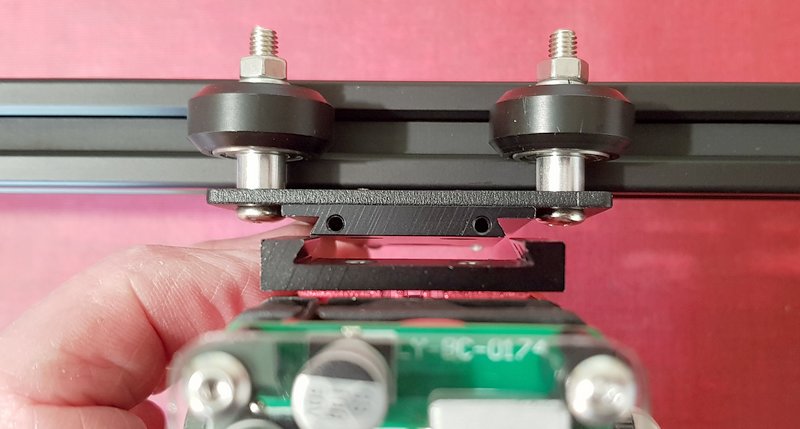
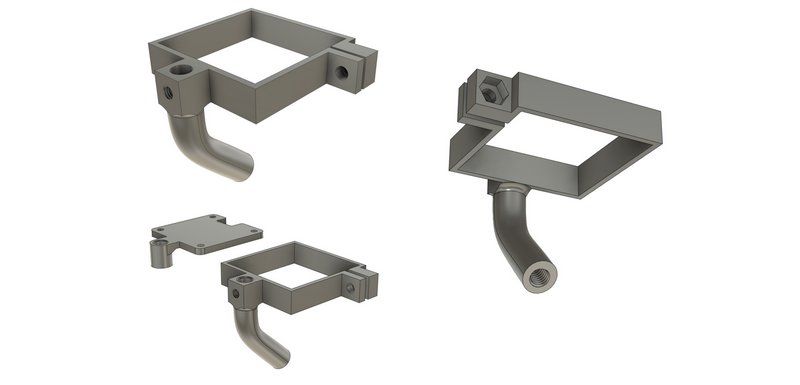 Pour créer le Air-Assist il faut imprimer 2 pièces disponibles gratuitement en téléchargement. La plaque remplace la plaque supérieure transparente du LASER et permet de faire passer le tube d’arrivée d’air pour le maintenir. La partie inférieure se serre avec une vis à la base du bloc LASER. La tubulure incurvée amène l’air à proximité du point chauffé par le LASER.
Pour créer le Air-Assist il faut imprimer 2 pièces disponibles gratuitement en téléchargement. La plaque remplace la plaque supérieure transparente du LASER et permet de faire passer le tube d’arrivée d’air pour le maintenir. La partie inférieure se serre avec une vis à la base du bloc LASER. La tubulure incurvée amène l’air à proximité du point chauffé par le LASER.
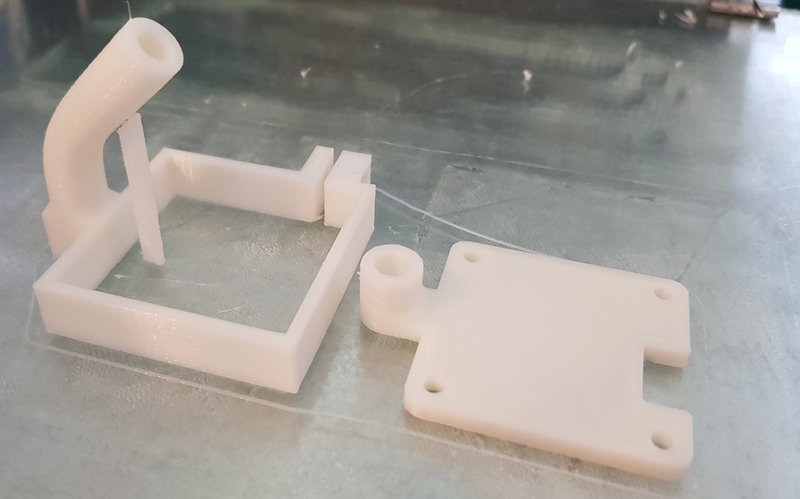
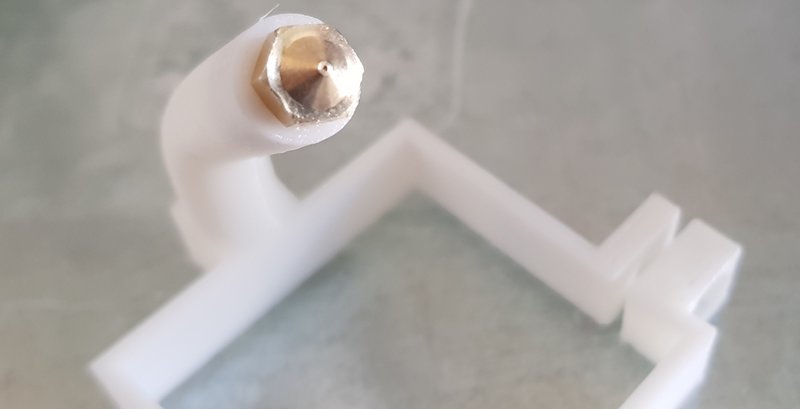 J’ai imprimé les pièces en PLA blanc et vissé une buse de 0,5mm au bout du tube incurvé (le filetage est prévu). Pour le tube chargé d’amener l’air il faut choisir un tube souple (très souple) en silicone pour ne pas gêner les déplacements du chariot qui porte le bloc LASER.
J’ai imprimé les pièces en PLA blanc et vissé une buse de 0,5mm au bout du tube incurvé (le filetage est prévu). Pour le tube chargé d’amener l’air il faut choisir un tube souple (très souple) en silicone pour ne pas gêner les déplacements du chariot qui porte le bloc LASER.
 On peut utiliser ce type de compresseur qui est sans doute une pompe à membrane (si vous en avez démonté un, vous pouvez utiliser les commentaires pour le dire et donner des détails 😉 ). Il est utilisé pour fournir de l’air dans les aquariums. J’ai opté pour un modèle ACO-318 qui consomme 45 watts et fournit 70l/mn, qu’on trouve sur Amazon ou Aliexpress. Regardez bien le prix + frais de port pour éviter les surprises, on tourne autour de 40 à 50€.
On peut utiliser ce type de compresseur qui est sans doute une pompe à membrane (si vous en avez démonté un, vous pouvez utiliser les commentaires pour le dire et donner des détails 😉 ). Il est utilisé pour fournir de l’air dans les aquariums. J’ai opté pour un modèle ACO-318 qui consomme 45 watts et fournit 70l/mn, qu’on trouve sur Amazon ou Aliexpress. Regardez bien le prix + frais de port pour éviter les surprises, on tourne autour de 40 à 50€.
Connexion du faisceau de câbles
 On peut passer à la connexion des câbles. Dans l’esprit du kit, le faisceau arrive complètement monté et il suffira de brancher les connecteurs pour avoir un graveur opérationnel. Mettez le connecteur de la carte mère (le plus gros) à proximité du boîtier de commande. La chaîne va venir se fixer sur la patte placée sous la plaque du switch de fin de course Y.
On peut passer à la connexion des câbles. Dans l’esprit du kit, le faisceau arrive complètement monté et il suffira de brancher les connecteurs pour avoir un graveur opérationnel. Mettez le connecteur de la carte mère (le plus gros) à proximité du boîtier de commande. La chaîne va venir se fixer sur la patte placée sous la plaque du switch de fin de course Y.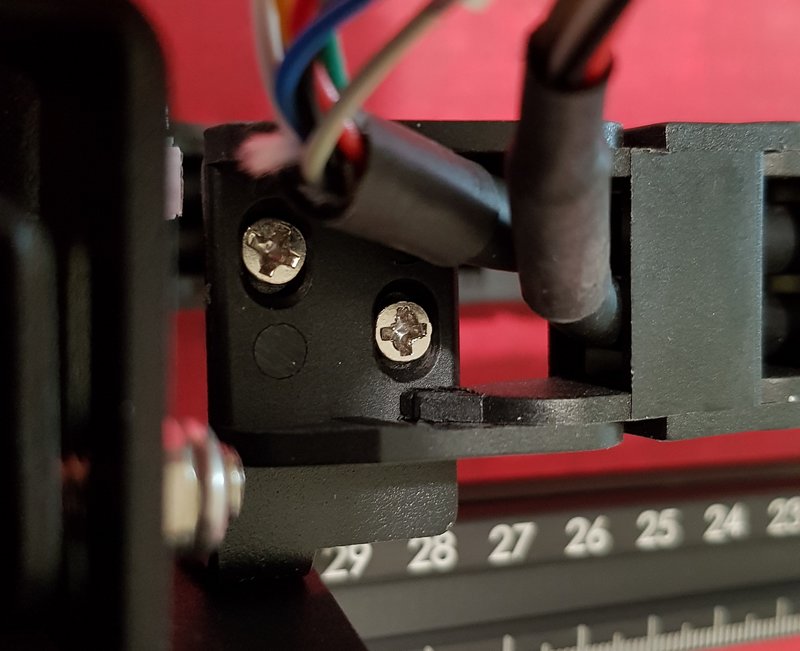
Fixez la chaîne à la patte avec 2 vis.
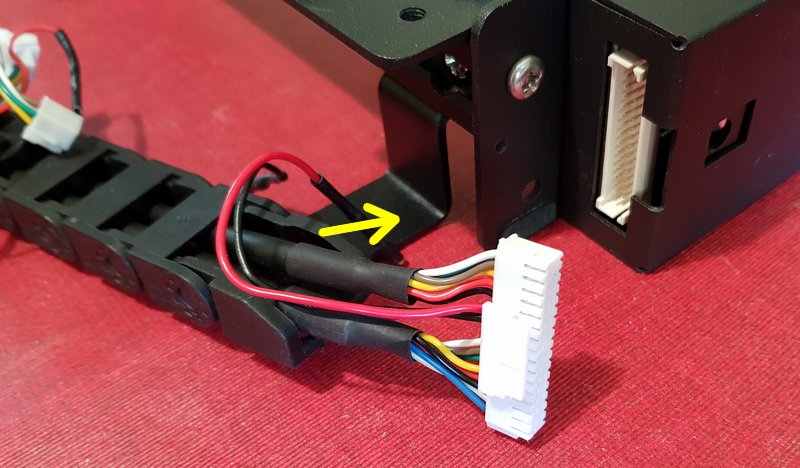
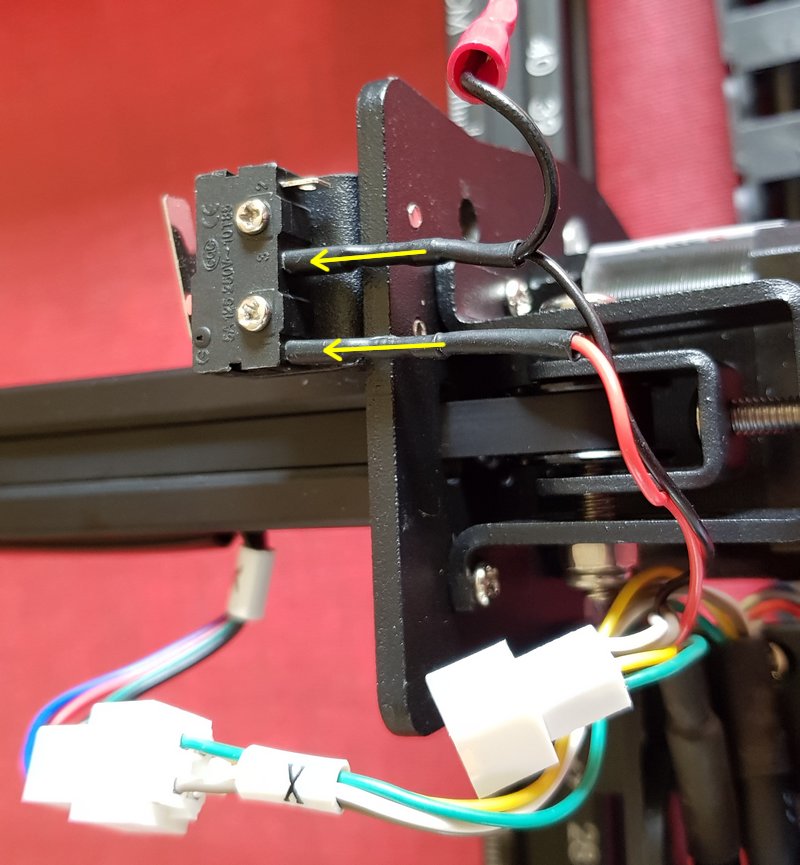
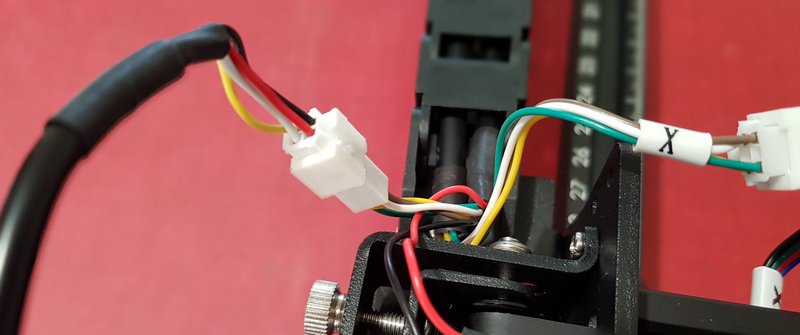
Connectez la prise principale à la carte mère. Il y a un détrompeur pour éviter de mettre la prise à l’envers, et un verrouillage pour garantir la connexion. On voit aussi que les fils sont protégés par des gaines thermorétractables. C’est le cas de tous les câbles du faisceau et c’est plutôt un bon signe de qualité. Le fil rouge et le noir qui restent vont se connecter sur le switch Y.
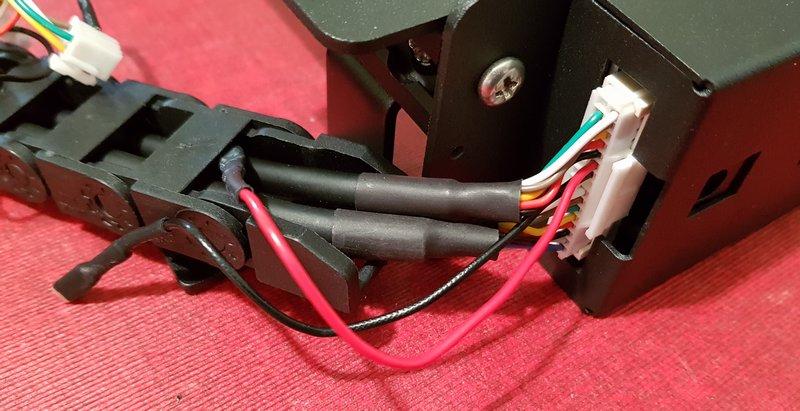
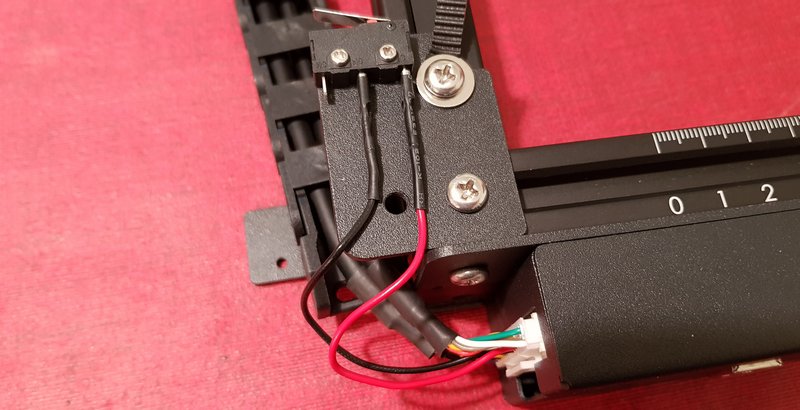 Pour cette partie c’est fini. La carte mère et le switch Y sont connectés.
Pour cette partie c’est fini. La carte mère et le switch Y sont connectés.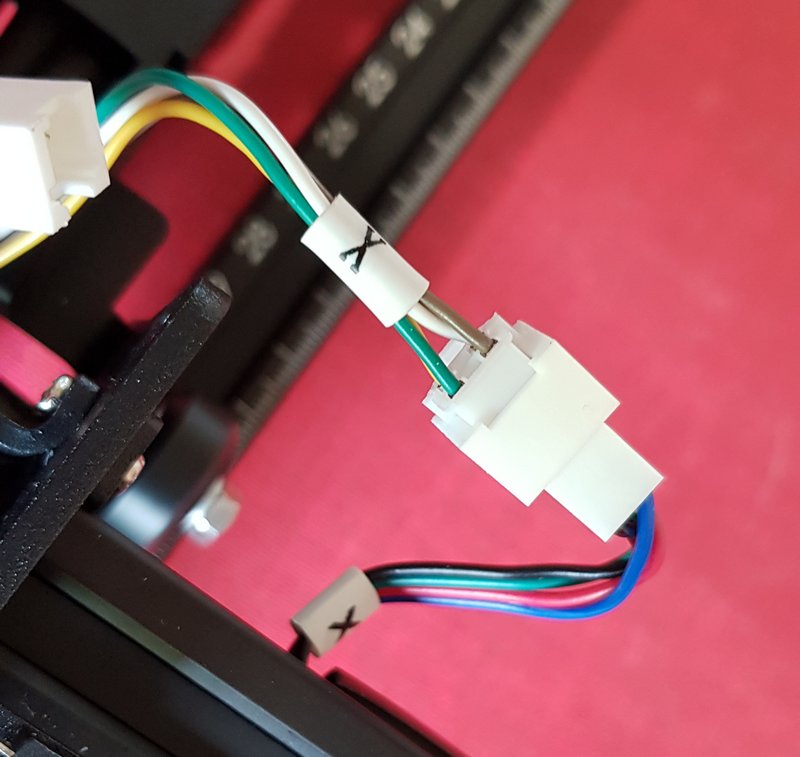 Sur le chariot du LASER Connectez le moteur des X. LE câble qui rejoint le moteur X (situé de l’autre côté de la potence) passe dans la gorge du profilé. Les fils sont repérés par des bagues d’identification, vous ne devriez pas avoir de mal à les identifier.
Sur le chariot du LASER Connectez le moteur des X. LE câble qui rejoint le moteur X (situé de l’autre côté de la potence) passe dans la gorge du profilé. Les fils sont repérés par des bagues d’identification, vous ne devriez pas avoir de mal à les identifier.
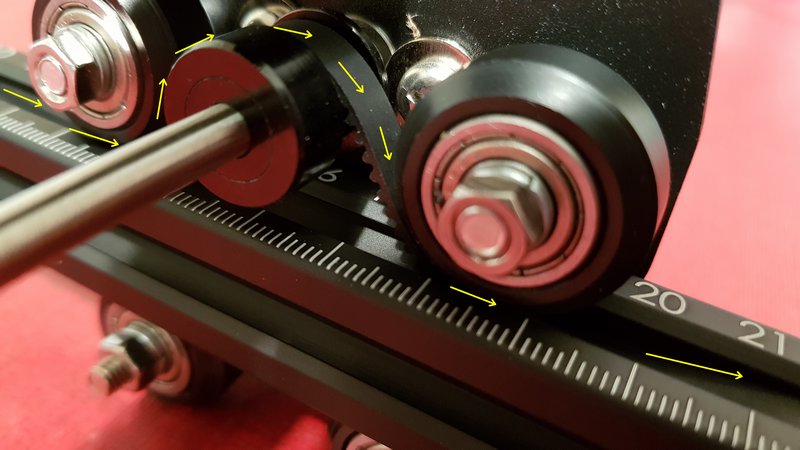
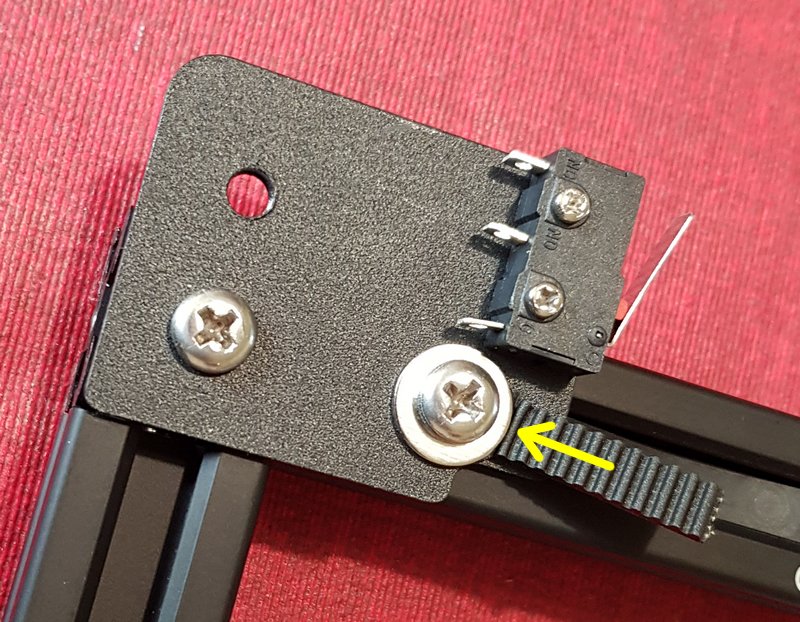
 Connectez ensuite le switch de fin de course / Prise de position zéro de l’axe des X. Sur cette photo on voit le tendeur de courroie, la pièce en U qui porte une poulie et la vis qui tend la courroie, à droite au centre de l’image.
Connectez ensuite le switch de fin de course / Prise de position zéro de l’axe des X. Sur cette photo on voit le tendeur de courroie, la pièce en U qui porte une poulie et la vis qui tend la courroie, à droite au centre de l’image.
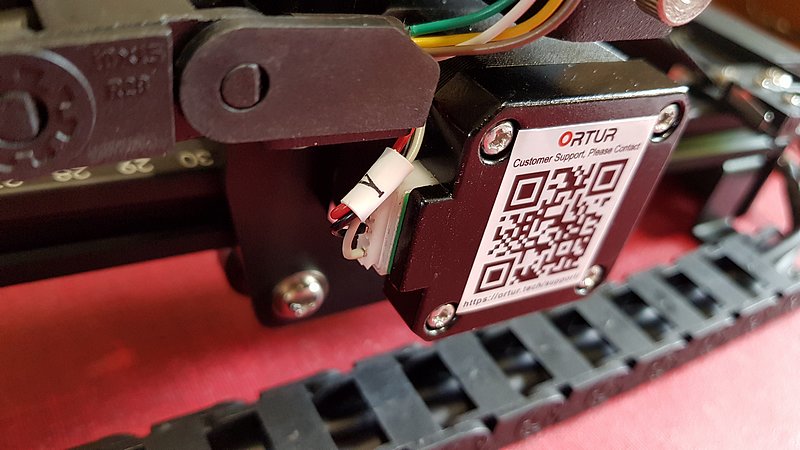
Connectez le moteur de l’axe Y. Là aussi la bague d’identification va vous aider.
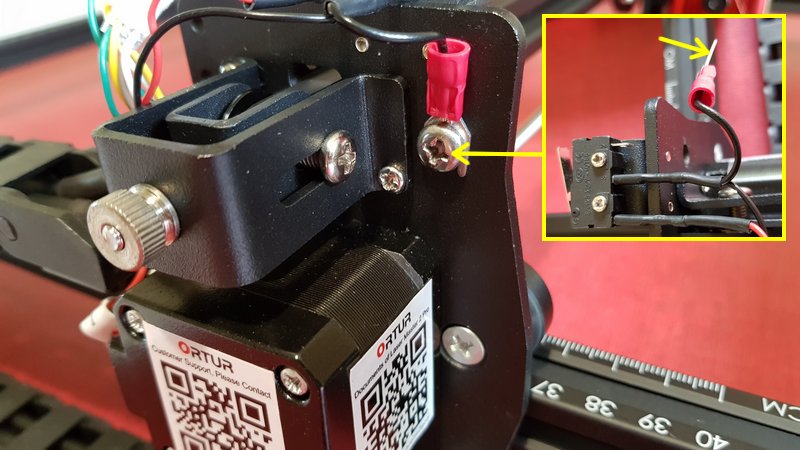 Ici on retrouve le tendeur de courroie avec son bouton moleté. Il faut fixer la cosse de masse sur le bâti avec la vis indiquée. La génération précédente de graveurs Ortur avait connu quelques problèmes de sensibilité à l’électricité statique. Comme l’alimentation est flottante, le châssis n’est pas à la terre et on arrivait à planter le processeur voire à détériorer la carte mère en transmettant des décharges d’électricité statique à l’appareil (j’ai le même problème avec mon imprimante 3D, ce qui m’a déjà coûté plusieurs écrans). Un faisceau de liaison équipotentielle avait été fourni aux possesseurs de l’appareil. Le constructeur avait sorti une notice sur son site pour accompagner cette modification. Vous pouvez la lire en cliquant sur ce lien.
Ici on retrouve le tendeur de courroie avec son bouton moleté. Il faut fixer la cosse de masse sur le bâti avec la vis indiquée. La génération précédente de graveurs Ortur avait connu quelques problèmes de sensibilité à l’électricité statique. Comme l’alimentation est flottante, le châssis n’est pas à la terre et on arrivait à planter le processeur voire à détériorer la carte mère en transmettant des décharges d’électricité statique à l’appareil (j’ai le même problème avec mon imprimante 3D, ce qui m’a déjà coûté plusieurs écrans). Un faisceau de liaison équipotentielle avait été fourni aux possesseurs de l’appareil. Le constructeur avait sorti une notice sur son site pour accompagner cette modification. Vous pouvez la lire en cliquant sur ce lien.
 Reste à connecter le LASER. C’est un câble flottant qui n’est pas dans la chaîne. Connectez le au connecteur restant à la sortie de la chaîne.
Reste à connecter le LASER. C’est un câble flottant qui n’est pas dans la chaîne. Connectez le au connecteur restant à la sortie de la chaîne.
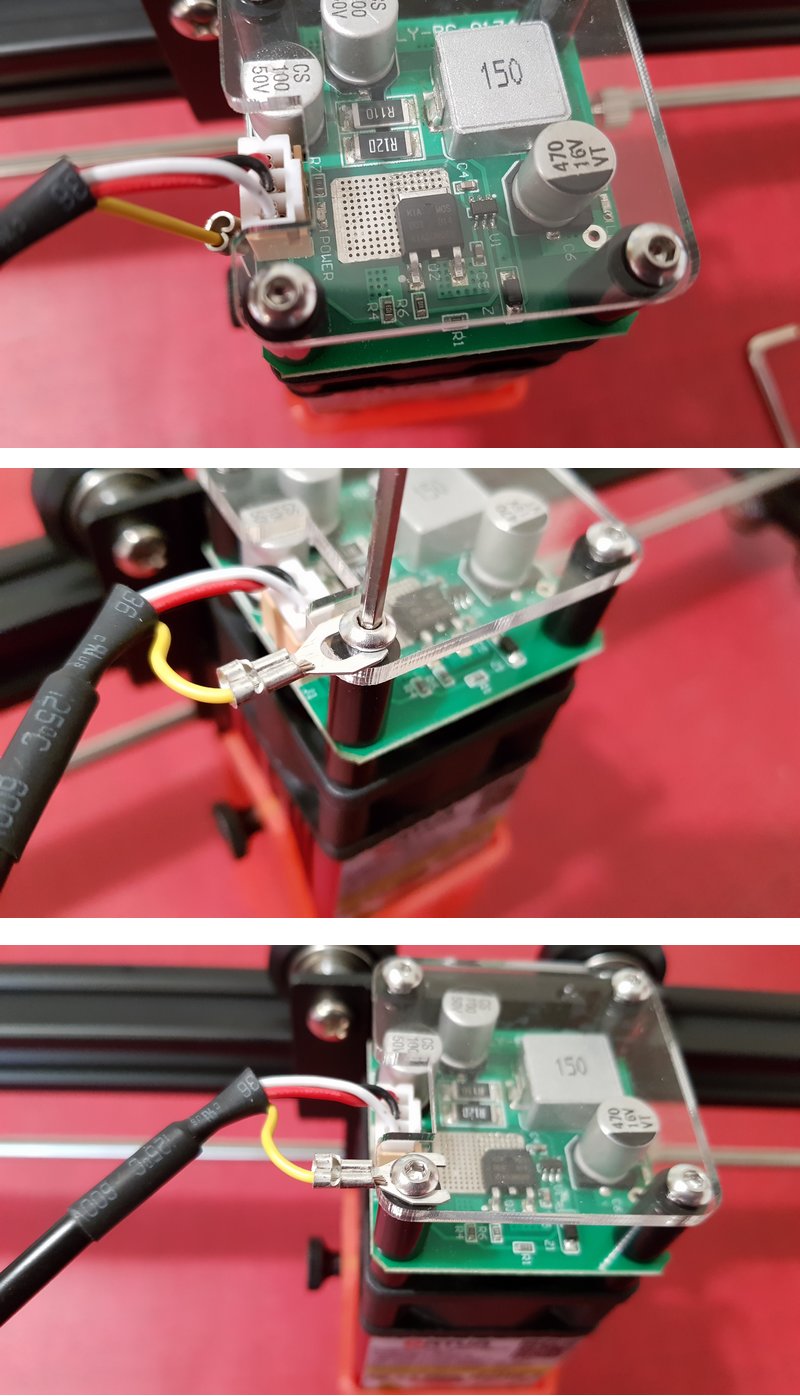 De l’autre côté, branchez la tête LASER, puis fixez la cosse de liaison équipotentielle à la vis de fixation de la plaque transparente.
De l’autre côté, branchez la tête LASER, puis fixez la cosse de liaison équipotentielle à la vis de fixation de la plaque transparente.
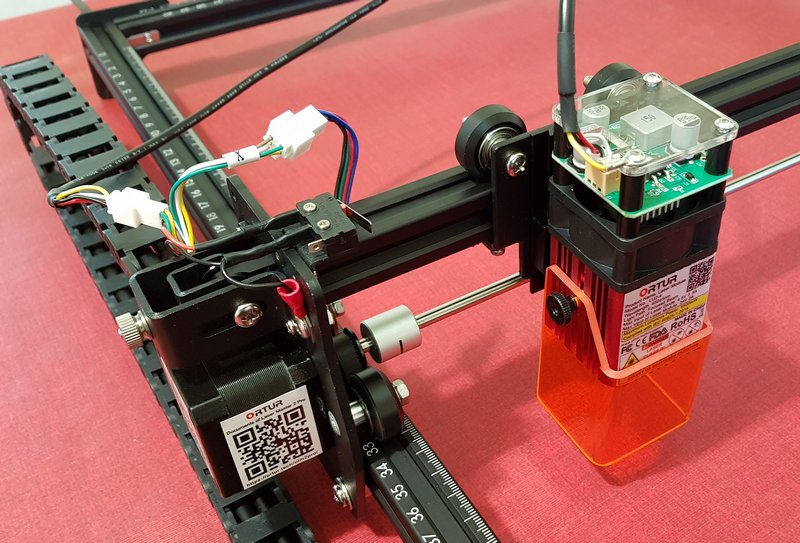
Au final vous devriez obtenir ceci.
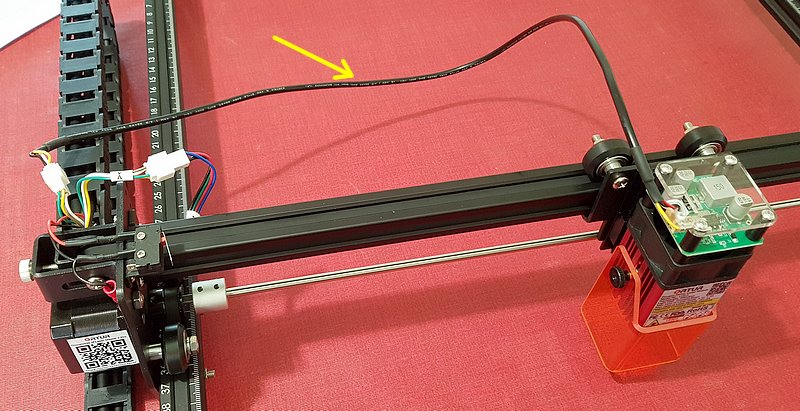
Ce qui me gêne ici c’est ce fil qui se balade et traîne éventuellement sur la table de gravure. Je vais sans doute imprimer une pièce support qui va le maintenir ainsi que le tube d’arrivée d’air du Air-Assist.
Comment régler les excentriques
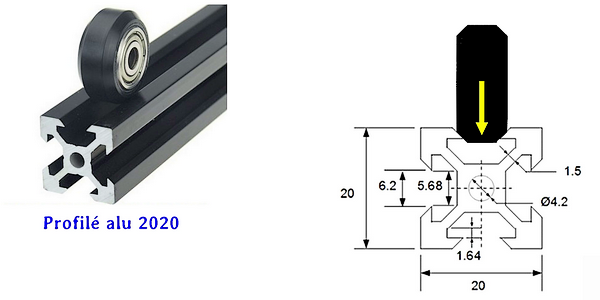
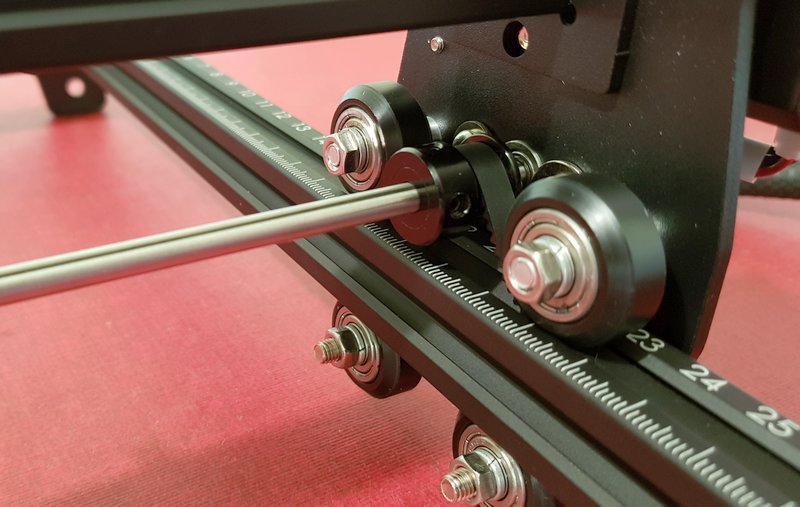
Le profilé en aluminium extrudé est utilisé pour guider les différents « chariots » des axes. La roue vient en appui sur la partie en « V ». Ont voit ci-dessus que si la roue appuie trop fort sur le profilé, on va avoir des soucis car ça va freiner et retransmettre tous les défauts à la gravure/découpe.
 Les roues utilisées ont une forme adaptée à la rainure du profilé. Elles sont montées sur un roulement qui diminue les frottements. On a parfois des surprises avec des roulements qui grognent. Il peut être intéressant d’avoir quelques roues de guidage d’avance. Après, sur un lot de 5 il arrive d’en trouver une ou deux qui ont des points durs. Pas simple, mais pour le prix… Vérifiez bien les dimensions de la roue avant de commander, il y a plusieurs dimensions.
Les roues utilisées ont une forme adaptée à la rainure du profilé. Elles sont montées sur un roulement qui diminue les frottements. On a parfois des surprises avec des roulements qui grognent. Il peut être intéressant d’avoir quelques roues de guidage d’avance. Après, sur un lot de 5 il arrive d’en trouver une ou deux qui ont des points durs. Pas simple, mais pour le prix… Vérifiez bien les dimensions de la roue avant de commander, il y a plusieurs dimensions.
N’hésitez pas à les remplacer si vous constatez des points durs que vous n’arrivez pas à supprimer lors des réglages.
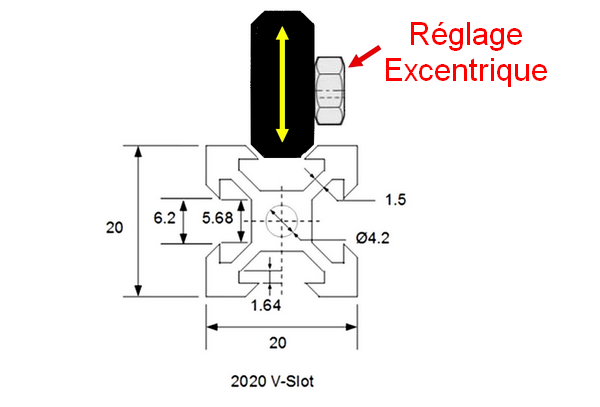
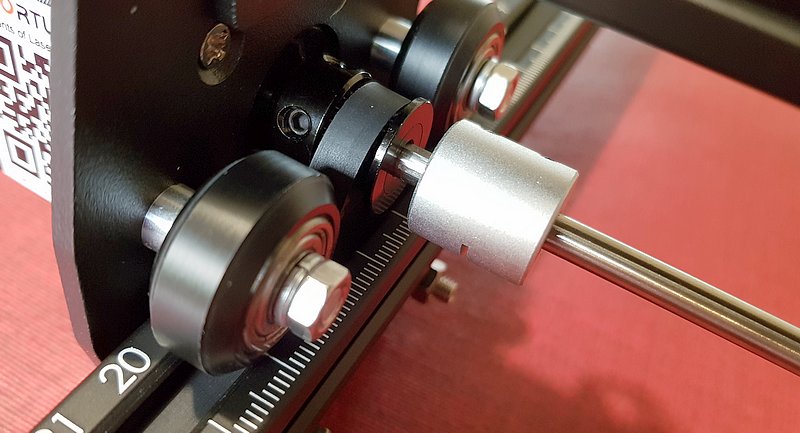
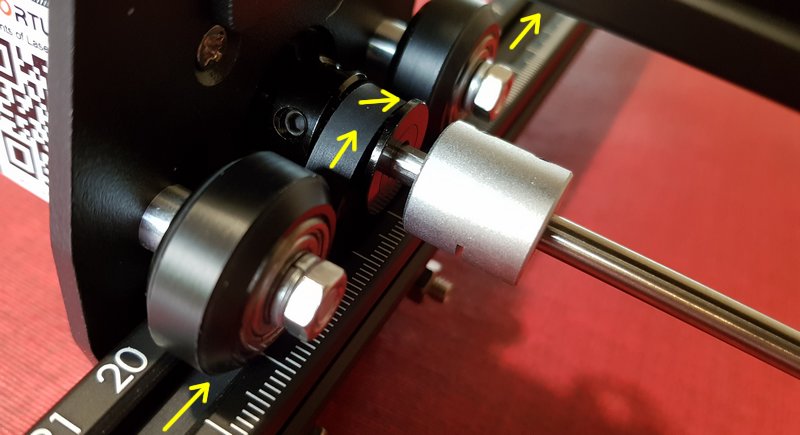
Certaines roues des chariots (pas toutes) peuvent se régler grâce à un écrou 6 pans. Cet écrou ne sert pas au serrage de l’axe de la roue. Il est monté sur un excentrique et permet de déplacer la roue vers le profilé, ou à l’en éloigner.
Ne confondez pas la fixation de la roue (les écrous ci-dessus) chargés de maintenir la roue en place et les excentriques qui vont plus ou moins plaquer la roue dans la rainure en « V » du profilé 2020.
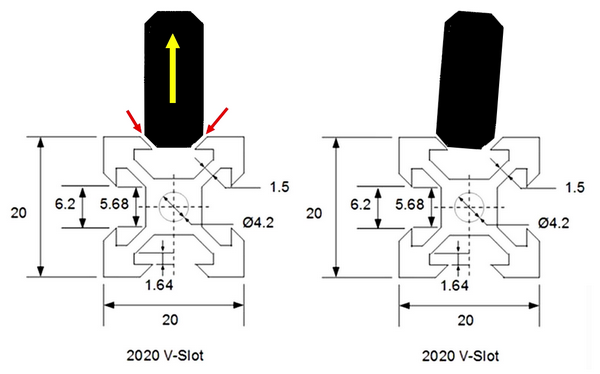
Si la roue est insuffisamment plaquée contre le profilé, il va exister un interstice entre la roue et le profilé, ce qui va entraîner l’apparition d’un jeu (puis d’une usure) qui sera préjudiciable à la qualité de gravure. Ce sera à vous de trouver le bon compromis… Une indication qui peut vous servir : lorsque vous faites tourner la roue que vous êtes en train de régler à la main, elle doit tourner à frottement gras. Si elle tourne trop librement il faut resserrer, si vous n’arrivez pas à la tourner manuellement il faut desserrer… A vous de jouer. Vous ne réussirez peut-être pas du premier coup, le « feeling » (le toucher) s’acquiert avec l’expérience. Insistez ! De même quand vous déplacez les chariots le long des extrudés vous ne devez (presque) pas ressentir de point dur. Il faut trouver un compromis entre toutes ces contraintes et s’y reprendre à plusieurs fois… et être patient(e)…
Caractéristiques
- Zone de gravure/découpe : 400 x 400 mm
- Matériau de construction : 100% métal
- Longueur d’onde des LASER : 445nm
- Modèle 7W – Puissance optique : 1200-1600 mw
- Modèle 15W – Puissance optique : 4000-4500 mw
- Modèle 20 w – Puissance optique : 4500-5500mw
- Le Laser 7W est destiné à la gravure d’images.
- Le Laser 15W plus puissant, permet à la fois la gravure et la découpe fine (papier).
- Le Laser 20W est le plus puissant. Il permet gravure et découpe plus rapides.
- Axe Z à réglage manuel. 50mm de réglage manuel fin de l’axe Z.
- Carte mère spécialisée avec MCU STM32. Peut prétraiter 32 instructions et communiquer à 921600 bauds.
- Firmware Ortur Laser Master 1.5 intelligent, rapide, précis et facile à utiliser.
- Réglage de la puissance LASER sur 1000 niveaux (à comparer aux modèles de bureau qui ne disposent que de 255 niveaux) ce qui permet de contrôler le faisceau laser plus précisément, et autorise l’utilisation de l’unité laser haute puissance pour « dessiner » une image sur le papier, ce que les graveurs laser haute puissance 8bits ne pouvaient en général pas faire.
- Optimisation des déplacements permettant une vitesse de gravure pouvant atteindre 4000mm/Min. ( Si l’on ne tient pas compte du résultat de la gravure laser, la vitesse de déplacement pourrait monter à 10000mm/m ).
- Protection active en fonction de la position : Si la machine est déplacée ou inclinée, elle éteint automatiquement le laser pour éviter les dommages que pourrait causer le laser hors de la cible.
- Sécurité du faisceau laser : Si votre système informatique s’arrête ou si le câble USB est déconnecté, le graveur laser s’immobilise et le faisceau laser s’éteint, pour éviter tout incendie.
- Détection et limitation de la durée d’exposition : Lorsque les moteurs ne bougent pas pendant un certain temps, le laser s’éteint automatiquement pour éviter un incendie.
- Fonctionnement continu : 24 heures maxi (dans un environnement bien ventilé avec une bonne dissipation de la chaleur)
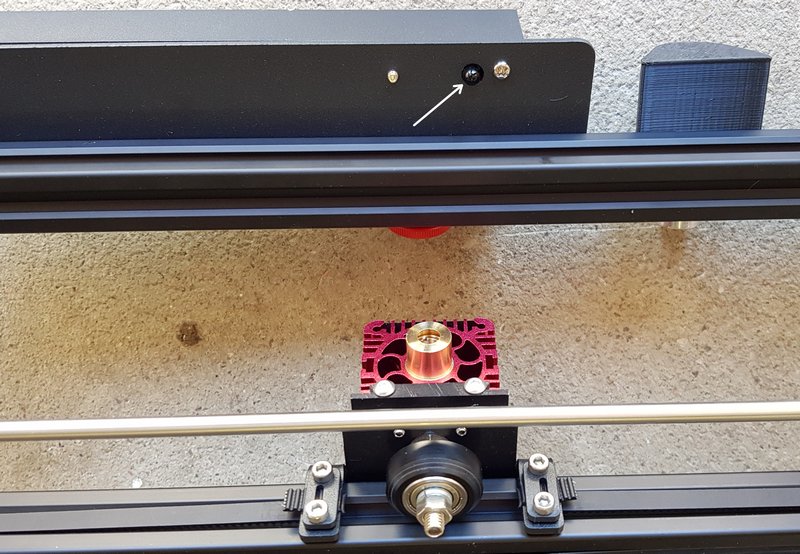
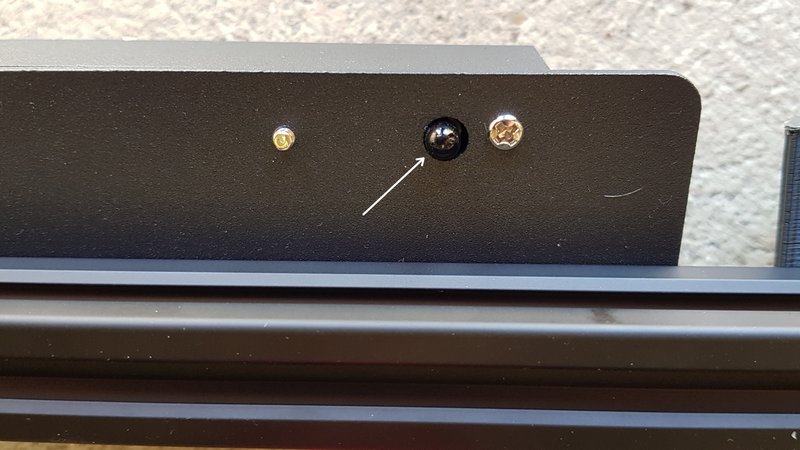 Ici j’ai retourné le graveur. On voit le LASER par dessous. La carte mère possède sur sa partie arrière une photodiode infrarouge qui va détecter si une flamme apparait au niveau du plan de travail (gravure ou découpe). La carte mère va alors arrêter la machine et déclencher l’alarme.
Ici j’ai retourné le graveur. On voit le LASER par dessous. La carte mère possède sur sa partie arrière une photodiode infrarouge qui va détecter si une flamme apparait au niveau du plan de travail (gravure ou découpe). La carte mère va alors arrêter la machine et déclencher l’alarme.
Accessoires
Vous les trouverez sur la page de la boutique Ortur.

- Support d’objets cylindriques : permet de graver des objets cylindriques. Se connecte à la place du moteur Y
- Carte mère de remplacement : Carte mère 32 bits de remplacement
- Système de réglage de hauteur du laser Axe Z : réglage manuel fin de la hauteur de la tête LASER
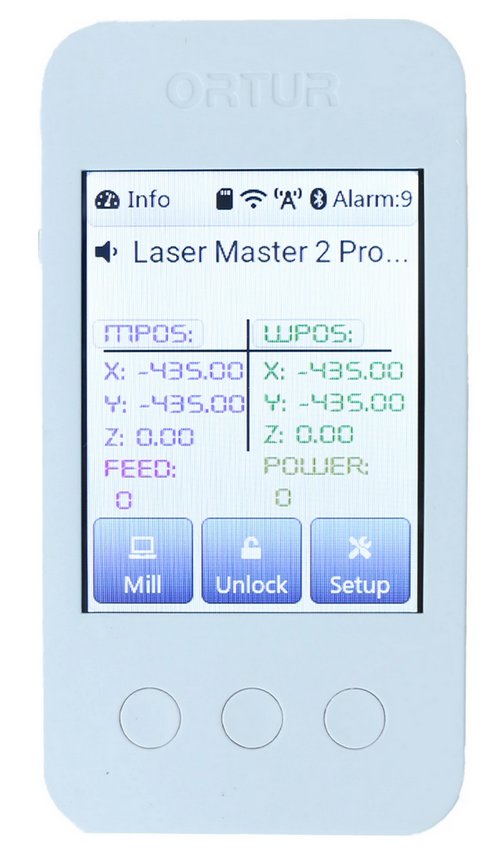
- Boîtier de commande autonome : Boîtier équipé d’un écran, permettant de lire une carte SD et de recevoir des fichiers en Wi-Fi. permet à la machine de travailler en autonomie.
- Module Laser : Modules LASER pour augmenter la puissance de la machine ou remplacer un LASER défectueux.
[stextbox id=’warning’ caption=’Danger Laser’] A partir du moment où vous lancez la gravure ou la découpe, le Laser peut passer à pleine puissance. Ne regardez ni le faisceau ni ses reflets directement, restez à distance ! Ne mettez pas la main ou une autre partie du corps dans la zone d’action du Laser ! Le mieux serait de prévoir un caisson pour vous protéger du laser et des poussières/solvants projetés dans l’air.[/stextbox]
A partir du moment où vous lancez la gravure ou la découpe, le Laser peut passer à pleine puissance. Ne regardez ni le faisceau ni ses reflets directement, restez à distance ! Ne mettez pas la main ou une autre partie du corps dans la zone d’action du Laser ! Le mieux serait de prévoir un caisson pour vous protéger du laser et des poussières/solvants projetés dans l’air.[/stextbox]
Installation du logiciel LaserGRBL
 LaserGRBL ( logiciel gratuit ) fonctionne sous Windows XP, 7, 8, 10. LaserGRBL est le logiciel de gravure LASER le plus populaire au monde. Il peut importer des images de différents formats. Cela permet de travailler avec PhotoShop, Inkscape, CAD, etc, puis de se connecter au graveur via LaserGRBL pour graver et couper.
LaserGRBL ( logiciel gratuit ) fonctionne sous Windows XP, 7, 8, 10. LaserGRBL est le logiciel de gravure LASER le plus populaire au monde. Il peut importer des images de différents formats. Cela permet de travailler avec PhotoShop, Inkscape, CAD, etc, puis de se connecter au graveur via LaserGRBL pour graver et couper.
Il existe aussi LightBurn (logiciel payant,licence annuelle) utilisable avec Windows, Mac OS et Linux (sur PC uniquement, pas sur Raspberry Pi 😥 ). C’est le logiciel de gravure LASER payant le plus populaire au monde, il est très facile à utiliser.
LaserGRBL est capable de charger et de transmettre les informations GCode à Arduino, ainsi que de graver des images, des photos et des logos avec un outil de conversion interne.
 Contrairement à d’autres interfaces graphiques, LaserGRBL a été spécialement développé pour être utilisé avec des machines de découpe et de gravure laser artisanales. Afin d’utiliser toutes les fonctionnalités, votre graveur doit supporter la modulation de puissance par la commande S.
Contrairement à d’autres interfaces graphiques, LaserGRBL a été spécialement développé pour être utilisé avec des machines de découpe et de gravure laser artisanales. Afin d’utiliser toutes les fonctionnalités, votre graveur doit supporter la modulation de puissance par la commande S.
Avec la gravure d’images (conversion de raster en gcode), LaserGRBL peut être une bonne alternative gratuite et facile à picengrave, benbox, T2laser pour ceux qui ont juste besoin d’un outil simple et efficace.
LaserGRBL a été testé et certifié avec les graveurs Ortur.
Mise à jour du firmware
Le firmware du graveur Ortur Laser Master 2 PRO évolue pour ajouter de nouvelles fonctionnalités, corriger des bugs ou améliorer l’expérience utilisateur.
La page des firmwares Ortur propose les dernières version à jour des micrologiciels. La version 1.5.2 pour Ortur Laser Master 2 PRO (voir rubrique Downloads) :
- Fixe un bug à cause duquel l’arrêt n’était pas toujours déclenché sur une détection de choc ou de mouvement.
- Améliore les messages d’erreur pour améliorer le traitement de pannes par l’utilisateur
- Améliore l’algorithme de la détection de flamme.
Téléchargez le nouveau firmware et dézippez le fichier. Attention si vous lisez cet article plus tard que juin 2021 vérifiez bien qu’il n’y a pas une nouvelle version disponible.
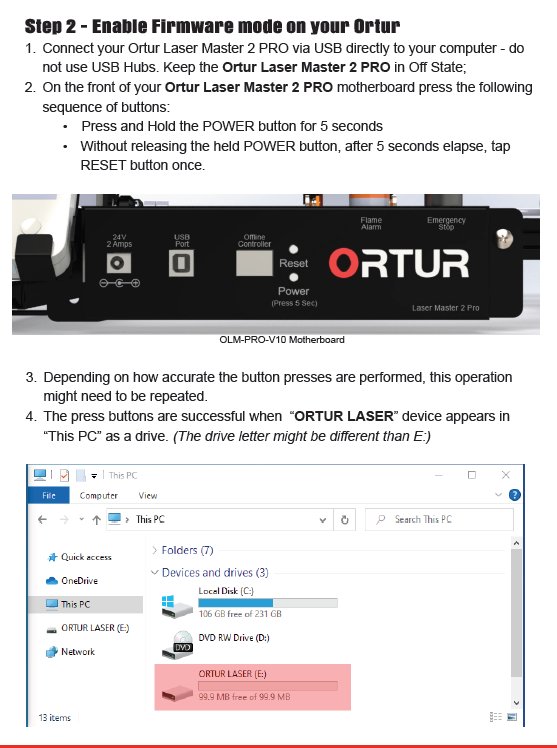
Il faut maintenant passer le graveur Ortur en mode mise à jour. Éteignez le. Vérifiez que le câble USB est bien connecté.
- Appuyez 5 secondes sur le bouton Power.
- Tout en maintenant le bouton Power appuyé, appuyez une fois sur le bouton Reset.
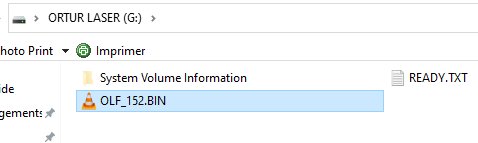
Si tout s’est bien passé vous verrez apparaître le graveur Ortur comme une mémoire de masse (une clé USB) et une fenêtre système s’ouvre. Copiez y le firmware (ici OLF_152.bin).
 A la fin du transfert, le graveur redémarre et quand vous utiliserez LaserGRBL pensez à vérifier que le firmware a bien été mis à jour.
A la fin du transfert, le graveur redémarre et quand vous utiliserez LaserGRBL pensez à vérifier que le firmware a bien été mis à jour.
Installation de LaserGRBL
Téléchargez la dernière version stable de LaserGRBL.
Toutes les versions sont sur : github.com/arkypita/LaserGRBL. Le code source de LaserGRBL est disponible sous licence GPLv3.
L’installation ne pose pas de problème particulier. Passez le logiciel en Français si besoin (menu Langues). vous pouvez aussi importer des boutons supplémentaires pour paramétrer le logiciel : GRBL > GRBL configuration (il faut être connecté au lecteur). Le fichier et un fichier .gz qui est directement lu par LaserGRBL. Cliquez sur les images ci-dessous pour les agrandir.
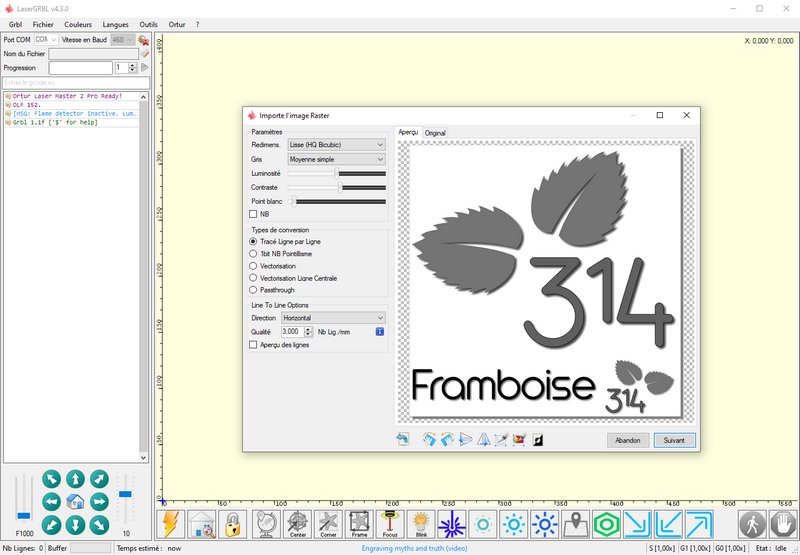
Vous pouvez importer différents types d’images. Voyez dans la colonne de droite la version du firmware du graveur qui est affichée : OLF_152.
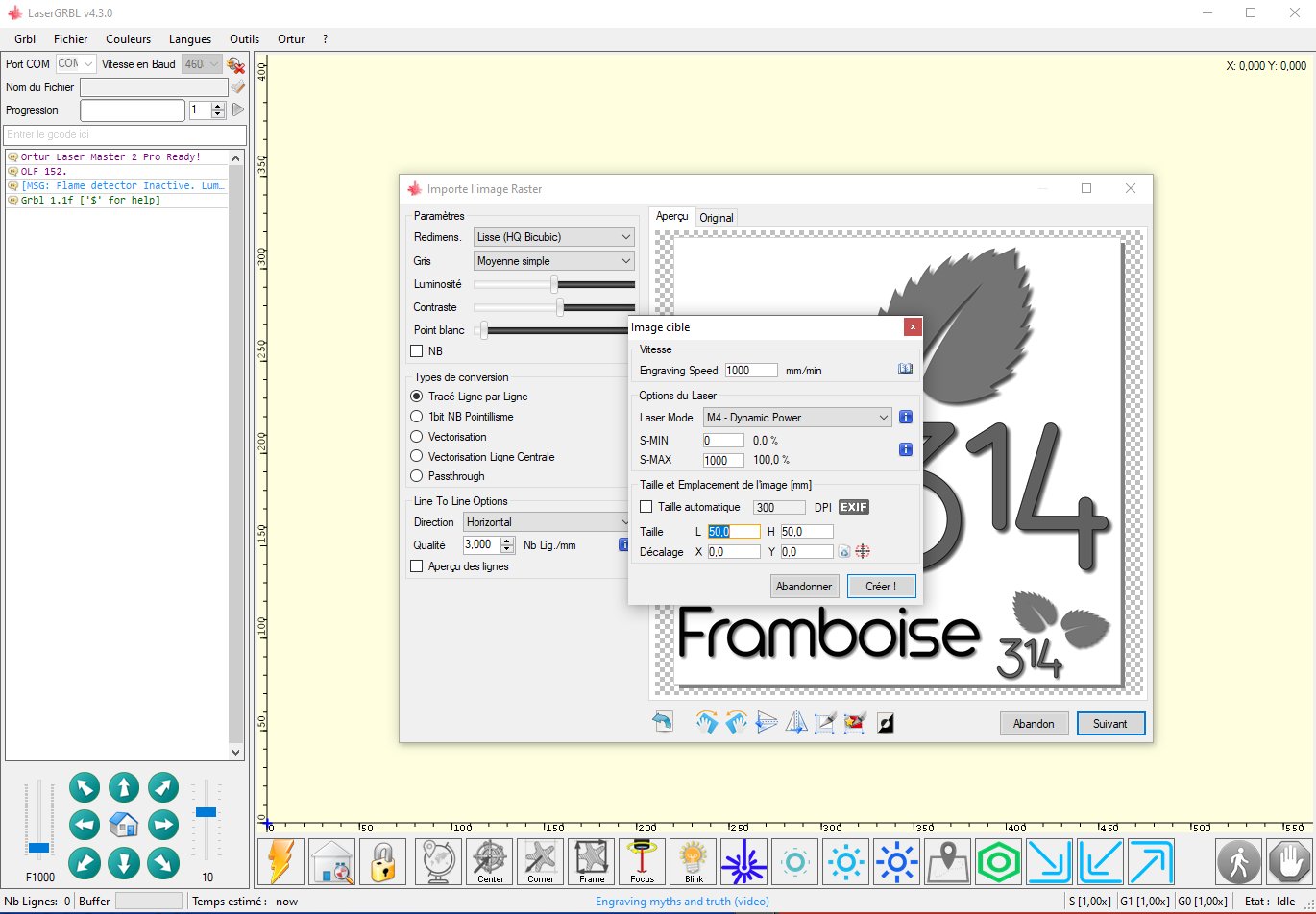
Ici vous choisissez la vitesse de gravure, la puissance maxi du laser… C’est en jonglant avec ces paramètres que vous obtiendrez le résultat que vous souhaitez.
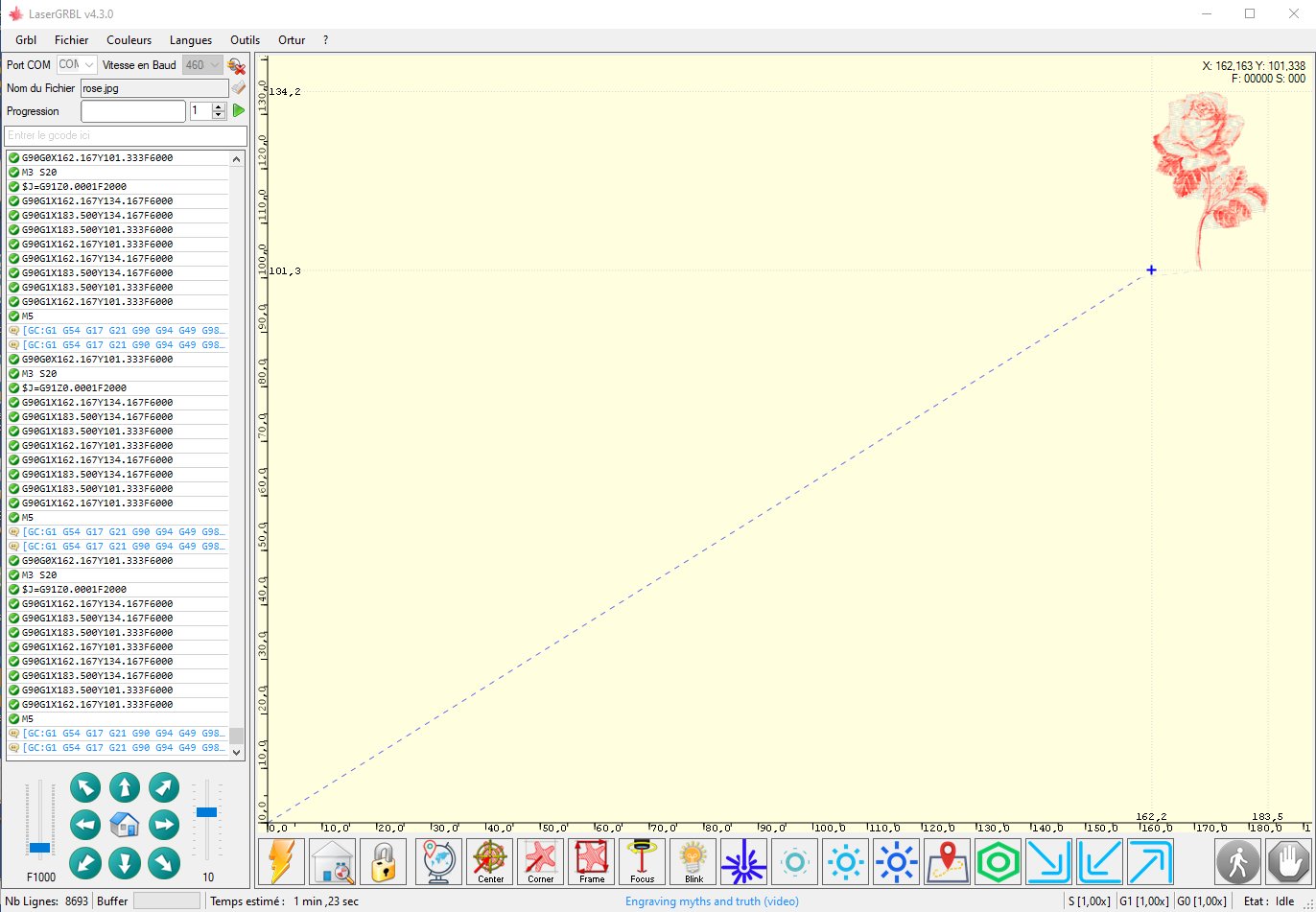 Vous pouvez décaler également la gravure par rapport au point zéro. Des icônes en bas de l’écran permettent d’allumer le laser à puissance minimum pour régler le focus, ou montrer la zone qui sera couverte par la gravure. Ceci permet de peaufiner les réglages avant de lancer la gravure ou la découpe.
Vous pouvez décaler également la gravure par rapport au point zéro. Des icônes en bas de l’écran permettent d’allumer le laser à puissance minimum pour régler le focus, ou montrer la zone qui sera couverte par la gravure. Ceci permet de peaufiner les réglages avant de lancer la gravure ou la découpe.
Le but est ici de présenter le graveur. Les logiciels c’est un sujet à part. Si vous faites de l’impression 3D avec CURA, vous ne serez pas dépaysé(e). LaserGRBL fournit par exemple pour tester la découpe cette libellule :
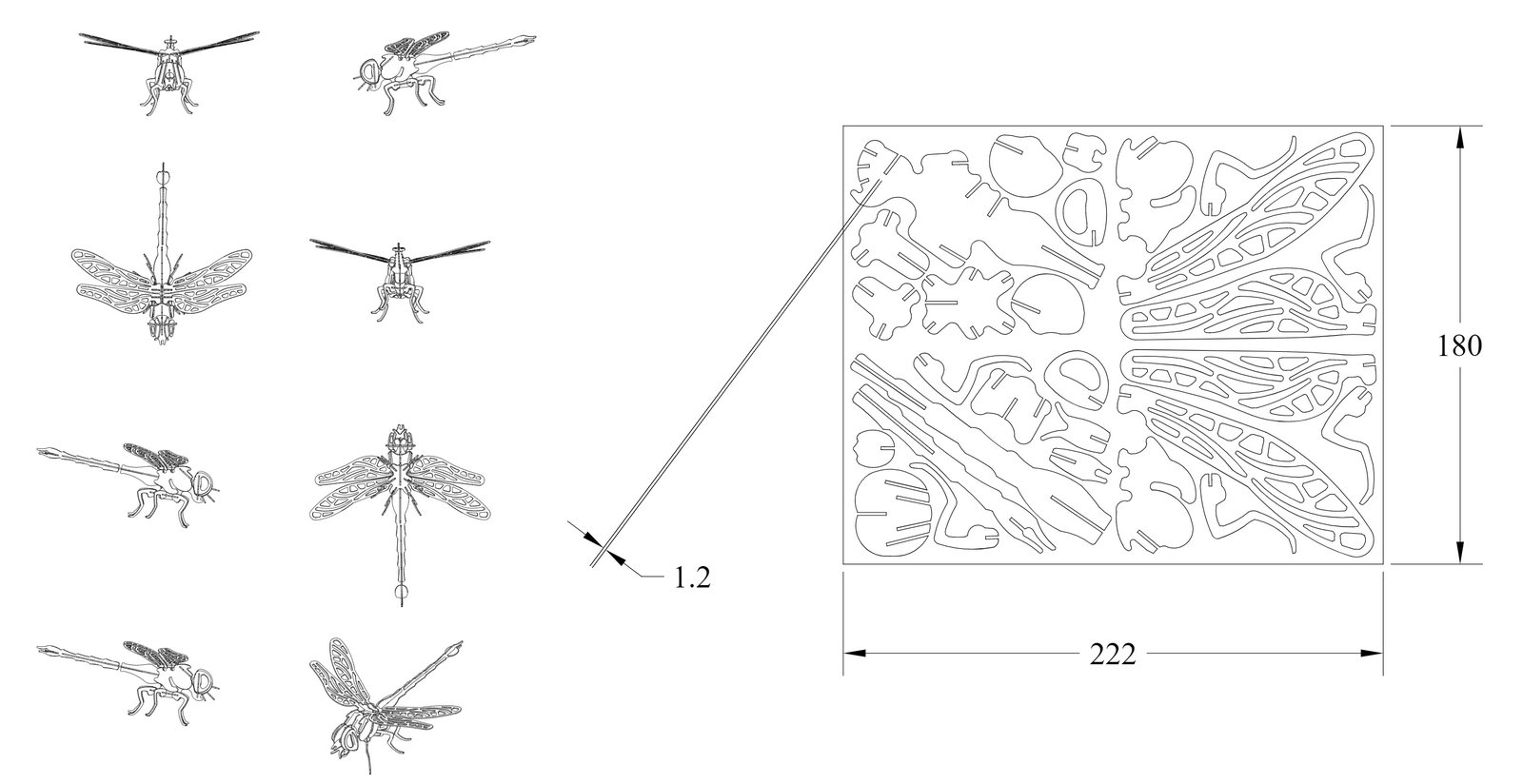
Cliquez pour agrandir
Premiers essais de gravure
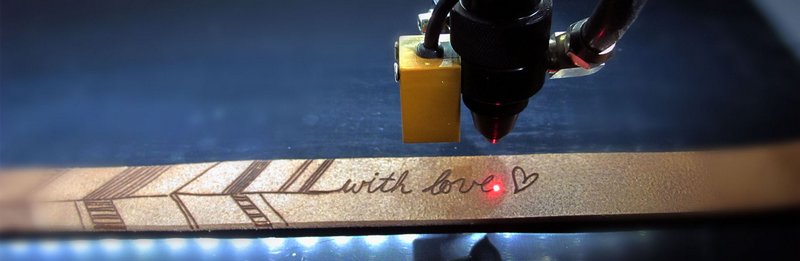
Photo prise au travers de lunettes. On ne voit plus le bleu du LASER, ni les fumées et particules éclairées en bleu.


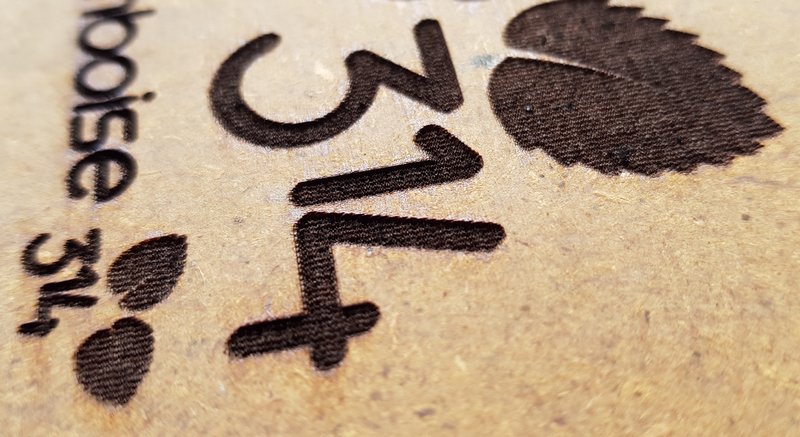
 Sur ce test a 100% de puissance on peut voir que le bois a été creusé. On sent très bien le creux sous le doigt. Pour la découpe il faudra jouer sur la puissance du faisceau et sur la vitesse de déplacement de la tête. On voit bien les traces autour de la gravure. L’Air-Assist devrait améliorer le résultat.
Sur ce test a 100% de puissance on peut voir que le bois a été creusé. On sent très bien le creux sous le doigt. Pour la découpe il faudra jouer sur la puissance du faisceau et sur la vitesse de déplacement de la tête. On voit bien les traces autour de la gravure. L’Air-Assist devrait améliorer le résultat.
Si le chariot ne se déplace pas
Un problème signalé par @Braindegeek qui a d’ailleurs trouvé la solution lui-même (bravo !) :
A la mise sous tension rien ne se passe, les moteurs ne bougent pas et ne ramènent pas le chariot en bas à gauche (prise d’origine). Une LED rouge clignote.
Le graveur est livré avec le bouton ROUGE enfoncé et il est en sécurité donc rien de bouge. Il faut libérer ce bouton d’ARRET D’URGENCE (en le dévissant) pour libérer les moteurs et enlever le blocage.

Les deux machines de @Braindegeek en cours de montage
Merci @Braindegeek pour ces infos
Videos
Aluminium anodisé
Acrylique noir
Papier coloré
Similicuir
Coque de téléphone
Bois
Conclusion
Si on l’utilise avec les précautions d’usage, ce graveur/découpeur est une machine complémentaire de l’imprimante 3D et indispensable dans l’atelier du maker.
Vous pouvez l’acheter directement dans la boutique Ortur.
Prochaines étapes pour moi : construire un caisson avec une aspiration sérieuse et un Air-Assist. A prévoir également une table de découpe sans doute avec du métal étiré comme chez The Breiz Maker (un blog à visiter !).
Promo Ortur Laser Master 2 PRO S2 pour début 2022 :
Jusque fin février 2022 la Ortur Laser Master 2 PRO est à 391€ (au lieu de 439€) avec le code promo NNNORTURMASTER départ entrepôt EU avec GeekBuying en cliquant sur ce lien : https://www.geekbuying.com/go/6AmAkaZu
Sources
- Acheter le graveur/découpeur Ortur Laser Master 2 PRO
- Sur Amazon : https://amzn.to/2U155OH
- https://ortur.tech/latest-firmware/
- https://ortur.tech/olm2pro/
- https://www.hagensieker.com/wordpress/2021/01/16/ortur-laser-master-2-air-assist/
Merci pour cette belle découverte !
Est-il envisageable de découper du contreplaqué de 3mm et si oui à quelle vitesse ?
Merci !
Je réponds à moi même… 😅
Bien sur que c’est possible car il est indiqué qu’il est possible de couper jusqu’à 4mm!
Bonjour Sylvain je n’ai pas encore testé la découpe faute d’une table correcte… et je ne pourrai pas la faire tout de suite.
Avez vous vu la vidéo d’Heliox sur la Ortur LM2 ?
Bonsoir François.
J’ai effectivement regardé la vidéo d’Heliox qui réussi à découper une épaisseur de 1,5 mm de contreplaqué. Je me dis qu’il est donc possible de couper du 3 mm après avoir trouvé les bons réglages. La question est maintenant de savoir si je vais craquer pour la bête !
Bonjour,
Pour vous donner une idée, ma femme utilise ce graveur pour couper du carton 2mm (type calendrier de société).
Les réglages optimaux sont 4 passes à une vitesse de 700 mm.
Le compromis à trouver c’est que : plus c’est rapide plus la découpe est précise mais aussi moins elle est profonde donc plus il faut faire de passes.
Bonjour François,
Article très intéressant surtout je possède la Ortur Laser Master 2 depuis 4 mois.
Mais dommage pour moi que Ortur ai sorti leur modèle Pro.
Le principal problème que j’ai avec ce modèle, c’est que le faisceau laser n’est pas rond mais ovale.
Donc quand je découpe ma plaque d’acrylique , la largeur de coupe en X est de 2 à 3 fois plus large que l’axe Y.
Comme vous l’expliquez au début de votre article, la puissance de coupe est donc réduite sur l’axe des X.
Comme je dois faire plusieurs passes pour découper l’acrylique, il faudrait en faire plus en X qu’en Y , ce qui n’est pas possible.
De plus je perds sur la précision pour les dimensions finale de la pièce.
Pensez-vous qu’une solution serait possible ?
En changeant que le laser du modèle Pro , est-ce que j’aurais le même défaut de coupe ?
Merci d’avance pour vos conseils.
Benoit
Bonjour Difficile à dire, mais le pro a une forme allongée aussi, même si le fabricant annonce qu il est plus petit, ce que je n’ai pas pu verifier
Pour enlever les trace de « sali » sur du mdp, j’utilise une simple éponge humide pour enlever ces traces de « sali ».
merci je teste 🙂 !
Bonjour,
Tout d’abord merci de prendre le temps de nous expliquer tout ça. J’ai pu déjà finir de monter ma machine correctement. Je possède la laser master pro 2 depuis peu. J’ai un défaut récurrent de détection de flamme alors qu’il n’y en a pas. Auriez vous une piste à me donner pour résoudre le problème par moi même svp?
Dans l’attente d’une éventuelle réponse je vous souhaite une très bonne journée.
Bonjour David
non je n’ai pas rencontré ce souci
essayez de contacter directement Ortur en général ils sont très réactifs
après pour continuer à utiliser la machine en attendant la réponse
vous pouvez masquer le capteur avec un adhésif noir (scotch d’électricien)
A CONDITION DE RESTER PRES DE LA MACHINE PENDANT TOUTE LA DURÉE DE FONCTIONNEMENT
cdt
françois
J’ai effectivement envoyé un mail à Ortur et en réponse il m’a été proposé de désactiver le capteur de flamme. Ce n’est pas là solution que je préfère car je trouve ça dangereux mais ça dépanne.
En tout cas merci pour votre réponse.
Bien à vous
Bonjour, Bravo pour votre article qui conforte mon choix de débuter avec ce matériel. Cependant, deux questions restent en suspend : 1/ Des lasers de puissances différentes sont-ils disponibles au même titre que pour la version précédente (pour une gravure plus fine et précise par exemple) ? 2/ Les lasers de la version présente sont-ils compatibles avec la « 2 pro » ? Encore merci pour ce rapport. Cordialement.
Bonjour et merci
https://ortur.net/products/laser-master-2-pro
Sur cette page vous verrez qu il y a 3 puissances de laser.
A priori le 3 faisceaux ont la même taille
Mais ce n’est pas précisé
Pour la compatibilité avec les anciens lasers je n’ai pas d’info
Voyez peut être sur un des groupes Facebook
Si quelqu un peut vous répondre
Sinon demandez directement à Ortur ils sont assez réactifs
Cdt
Francois
Bonjour à tous j’ai acheté une fraiseuse CNC laser Laser Master 2 Pro et j’utilise le logiciel laser GRBL v4.4.1 je voudrais créer des pièces à découper style nervures pour avion quel logiciel me conseilleriez vous ? Pour l’imprimante 3D les fichiers sont STL. je voudrais savoir les fichiers pour la découpe laser son sur quoi ? Merci d’avance.
Bonjour Christian
On utilise des fichiers SVG et à mon avis, le meilleur choix est Inkscape
https://edutechwiki.unige.ch/fr/Inkscape_pour_la_d%C3%A9coupe_et_la_gravure_laser#:~:text=La%20d%C3%A9coupe%20laser%20utilise%20un,0%3B0)%20seront%20grav%C3%A9s.
Cdt
Francois
bonjour,
personnellement c’est un calvaire cette machine !
pourtant je ne suis pas novice car j’avais un laser CO2 k40.
que je suis sous lightburn ou lasergrbl je n’arrive pas a terminer une gravure et principalement lorsqu’il y a des cercles …
grace a votre page j’ai vu que mes courroies n’etaient pas assez tendues (perte de pas) mais j’ai toujours ce probleme d’arret « sans raison »
j’ai le code ci dessous:
error:24
Deux commandes g-code qui nécessitent toutes deux l’utilisation des mots d’axe XYZ ont été détectées dans le bloc.
et puis impossible de terminer ……….
je deviens fou, et il faut avouer que le centre technique n’est absolument pas competent ……… j’ai du depanner par moi meme deja une fois car il ne trouvais pas………… et maintenant je ne sais plus quoi faire !
donc si quelqu’un aurait la solution ce serait vraiment super sympas !!!
donc pour info:
laser master pro 2 OLM2 20w
merci par avance
Bonjour Eric
je n’ai pas (encore) rencontré ce genre de souci
je peux vous conseiller de vous rapprocher du groupe Facebook ortur en français https://www.facebook.com/groups/675640733042870
vous avez des utilisateurs passionnés qui pourront sans doute vous aider
cdt
françois
Bonjour
Votre site est vraiment super, vos infos très pertinentes, encore merci.
J’ai une ORTUR Master laser 20w ,donc première génération, j’en suis très content. Je la pilote avec le logiciel GRBL.
Je réalise mes fichiers avec Illustrator que je domine relativement, (je deteste Insckape , moins performant, du même éditeur).
Lorsque je dessine sur Illustrator le rendu en impression dessinée ou découpé au stylet sur d’autres machines est parfaitement et remarquablement exact. Quand je l’envoie sur GRBL ce dernier modifie les cotes et les agrandies. Je dois réduire mes fichiers SVG de l’ordre de 35,27779%. Je précise que les cotes indiquées sur l’écran GRBL sont relativement respectées.
Existe-t- ‘il une possibilité d’intervenir sur GRBL pour avoir un traitement cohérent. (c’est idem sur Insckape).
En vous remerciant à nouveau, bon WE.
Bonjour
Je n’utilise qu Inkscape
et je ne ne sais pas comment on pourrait modifier
GRBL … Il faudrait modifier le code, mais quoi modifier ?
vous devriez essayer de poser la question sur le groupe Ortur Fançais
il y a de nombreux passionnés et l’un d’eux a peut être la rponse…
cdt
françois
Rebonjour
J’ai une Ortur avec un laser 20w.
Je fais essentiellement de la découpe de balsa et CTP peuplier.
Avez vous un avis sur les Laser diode 40w ,voire plus, proposés sur le net. J’avais mémorisé que 20w soit 5,5 mw était un maximum pour un laser diode.
Cdt
Jean Philippe
Bonjour
non désolé pas d’avis là dessus car pas essayé.
Après la technologie évolue en permanence et ce qui était vrai hier ne l’est plus forcément aujourd’hui 🙂
Quand j’ai démarré avec les LED il n’y avait que des LEDs IR et rouges… on ne parlait pas de Lasers…
Posez peut être la question sur le groupe Ortur Français pour voir si quelqu un a testé ?
cdt
francois
Ping : Ortur Laser Master 2 Pro : une graveuse complète et performante
Bonjour,
Au début, je pensais que ça allait parler de pilotage du laser par un Raspberry.
En effet, je cherche un moyen d’envoyer le Gcode généré par LaserGRBL ou LightBurn sur un Raspberry et pouvoir avoir un système autonome.
J’ai vu qu’il existait un boitier autonome, mais il n’est plus dispo, et n’est compatible qu’avec le modèle Pro.
Merci.
Bonjour
Non c’est une présentation du graveur
Dans un premier temps je finalise un caisson de protection, je verrai par la suite si j’utilise un RasPi comme intermédiaire mais ce n’est pas dans mon programme pour le moment
Cdt
Francois
Ping : Aufero Laser 1 un graveur/coupeur Laser abordable - Framboise 314, le Raspberry Pi à la sauce française....
Bonjour,
Je viens d’acquérir un Laser Ortur Master Pro 2 LU-2 4SF.
Avant j’avais un Wainlux (type Kmoon). Vous aviez, il me semble le même type de laser avant.
Je suis en train de faire mes essais sur la ortur mais je n’arrive pas à obtenir la même qualité de gravure que sur la Wainlux… ce qui me paraît étrange.
pour mes essais, j’utilise un bois type balsa de 2mm d’épaisseur et le visuel n’est pas aussi net sur la ortur que sur la Wainlux.
Savez-vous comment on peut régler la profondeur de gravure avec la ortur ? Quand je suis à 100% de puissance c’est trop et ça fait brûlé sur les côtés et dès que je descend c’est pas assez.
Merci à vous de prendre le temps de me répondre ou d’échanger avec moi sur vos différentes expériences.
Bonjour
en général j’évite le 100%
je règle à 85 ou 90% et je joue sur la vitesse…
après pour chaque type de bois je fais une série de tests
a différentes vitesses/puissances pour déterminer les bons réglages
j ai toujours un peu de noir sur les côtés de la coupe
moins avec l’air assist…
Salut, pouvez vous m’aider, je ne peux plus rien faire avec mon laser master 2 pro s2, quand j’ouvre le graveur y a toujours la lumière rouge qui clignote même bouton rouge lever??
Bonjour
est ce que c est un premeier démarrage ?
a t il déjà fonctionné ?
si vous êtes sur que le bouton d’arrêt d’urgence est bien débloqué
(essayez de l’enclencher et de le débloquer à nouveau)
masquez la LED de détection de flamme avec un adhésif noir (pour tester, vous la démasquez ensuite)
est ce que ça persiste ?
sinon je n’ai pas de solution…
cdt
françois
Bonjour,
J’ai reçu le master 2 s2 et dans le colis, il manque la cale cylindrique en métal donc je vais en fabriquer une, par contre est ce que vous pourriez me donner la hauteur de celle ci car je ne le trouve pas. Merci à vous !
Bonjour
je mesure ça et je vous donne la dimension
n’hésitez pas à reprendre le réglage visuellement (portez bien les lunettes de protection !)
c’est parfois plus précis, en particulier pour la découpe on peut focaliser un « tout petit peu » plus bas que la surface
c est à tester…
Bonjour

avec le laser que j’ai reçu la cale mesure 50mm
Bonsoir François
Existe-t-il un mode d’emploi (au moins pour démarrer) en français ?
Merci de votre réponse !
Pierre
Bonjour Pierre
Pas sur le matériel lui même car il ne fonctionne qu avec un logiciel externe
Regardez https://youtu.be/nOkeCmgmeKg vous me direz si ça vous a avancé …
Cdt
Francois
Bonjour
merci bcp pour vos précieux conseils.
Du coupe etant rassurée et convaincue, je souhaite acheter cette machine via le lien que vous avez fourni avec la remise jusqu’à fin février 22, malheureusement je n’arrive pas à activer le code, il n’est apparemment pas valide. Est ce normal?
Cordialement
je demande à mon contact
désolé, je reviens vers vous des que j ai la réponse
Bonjour, dans la vidéo (qui est très bien faite je trouve) vous montrez que l on peut voir la zone de gravure selon le dessin choisi avant de lancer le travail. Est il possible comme sur la wainlux k6 que le laser soit centré au milieu de cette zone avant la gravure? Sur la wainlux, après avoir délimité cette zone, le laser vient se centrer dans celle-ci, ce qui est très pratique pour le réglage de l objet à graver.
Merci de votre réponse et de vos partage et conseil sur ce type de machine. Des videos en français, il n’y en a pas 100 000 !
Bonjour
ça ne me semble pas lié à la machine
c est dans lightburn qu il y a un bouton pour « montrer » la zone qui sera couverte lors de la gravure, ce qui permet de vérifier que la cible est bien positionnée
cdt
françois
Ping : Graveur Laser Ortur Laser Master 2 PRO S2 - Framboise 314, le Raspberry Pi à la sauce française....