

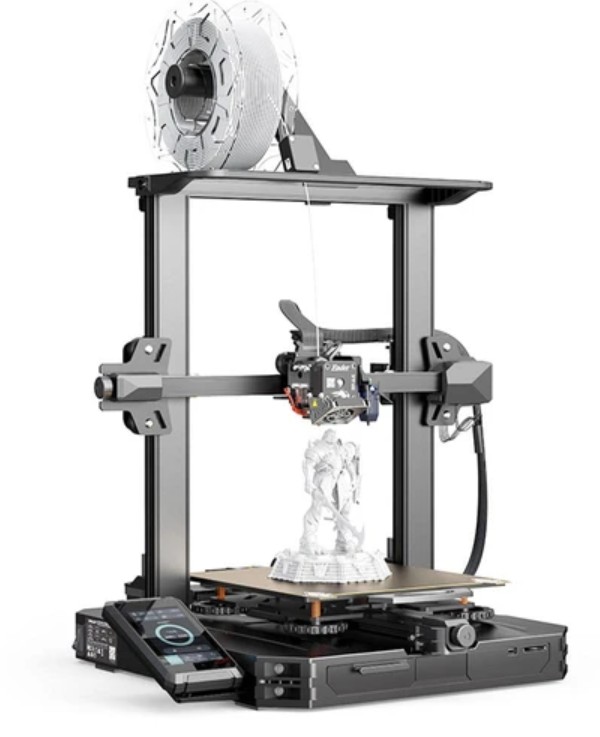
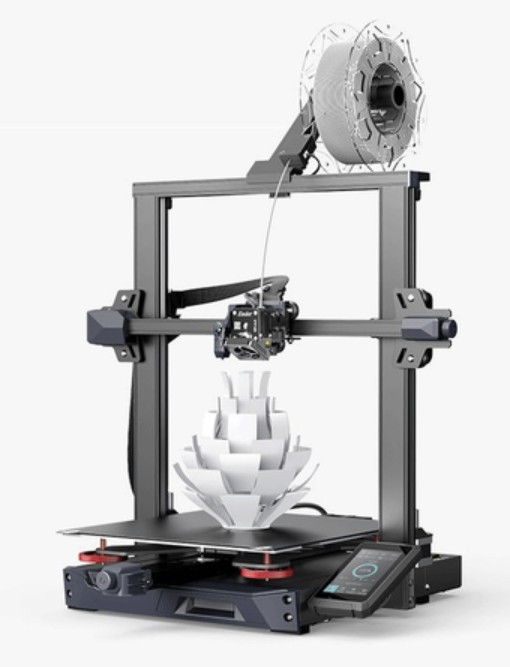
La qualité des imprimantes 3D s’améliore sans cesse. Creality a sorti une imprimante 3D FDM (dépôt de fil fondu) dotée de caractéristiques intéressantes. Un effort particulier sur les drivers des moteurs réduit de façon drastique le bruit lors des mouvements. Deux vis d’entraînement sur l’axe vertical (Z) sont animées par 2 moteurs pas à pas, et synchronisées par une courroie crantée. A noter également la présence d’un Creality CR Touch chargé de mesurer la position du plateau pour améliorer l’impression. Cet article décrit le montage et les tests de la Creality Ender 3 S1.
Imprimante 3D Creality Ender 3 S1 à nivellement automatique
Vous retrouverez dans la vidéo l’intégralité du déballage + montage + premiers essais dans la vidéo.
Caractéristiques
L’imprimante est dotée d’une nouvelle carte mère 32 bits. Les drivers permettent un déplacement silencieux des moteurs (moins de 50dB).
Specifications générales
- Technologie : Dépôt de matière fondue (FDM)
- Montage : semi kit
- Mecanique : tête cartésienne X-Z, plateau Y
- Fabricant : Creality
Caractéristiques de l’imprimante
- Volume maximum de fabrication : 220 x 220 x 270 mm
- Système d’extrusion : Entraînement direct
- Tête d’impression : Buse unique
- Diamètre de la buse : 0.4 mm
- Température maxi. de la buse : 260 ℃
- Température maxi. du plateau : 100 ℃
- Matériau du plateau d’impression : Feuille d’acier à ressort
- Structure : Aluminum
- Nivellement du plateau : Automatiaque
- Afficheur : LCD 4,3 pouces couleur
- Connectivité : SD card, USB
- Reprise après coupure secteur : Oui
- Détecteur fin de filament / casse filament : Oui
Filaments
- Diamètre du Filament : 1,75 mm
- Utilisation de filaments d’autres marques : Oui
- Filament utilisables : PLA, ABS, PETG, Flexibles
Logiciels
- Slicer recommendé : Creality Slicer, Cura, Simplify3D, Repetier-Host
- Système d’exploitation : Windows, Mac OSX, Linux
- Types de fichiers acceptés: STL, OBJ, AMF
Dimensions et poids
- Dimensions de la machine : 487 x 453 x 622 mm
- Poids : 9.1 kg
Notice
 L’imprimante dispose d’une documentation papier et d’une documentation en français sur la carte SD (que vous pouvez télécharger en cliquant sur ce lien), si comme moi vous aimez regarder la doc avant de craquer pour un matériel.
L’imprimante dispose d’une documentation papier et d’une documentation en français sur la carte SD (que vous pouvez télécharger en cliquant sur ce lien), si comme moi vous aimez regarder la doc avant de craquer pour un matériel.
Déballage
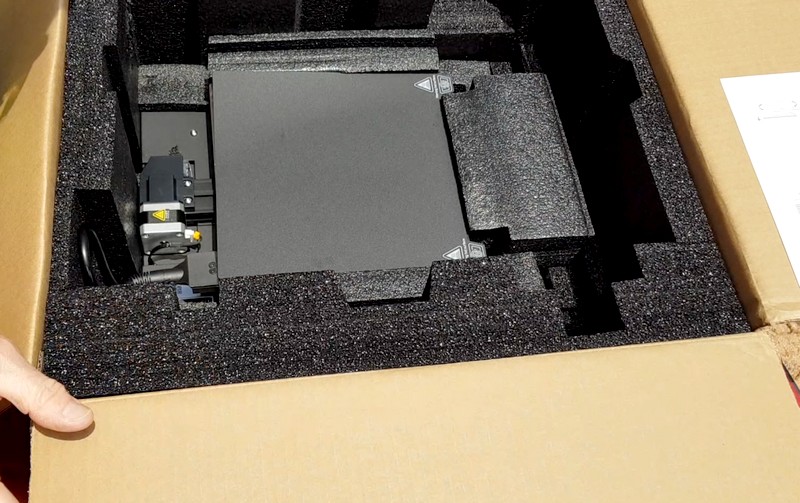
L’imprimante est arrivée dans un carton épais. Il n’y a plus trop de surprises maintenant, le matériel est bien emballé, quel que soit le fournisseur, et des plaques de mousse épaisses garantissent la sécurité du matériel.

Une fois la première couche de mousse enlevée, on trouve les « petites » pièces de la machine, porte bobine, fil secteur, outillage, filament d’essai, tête d’impression et écran.

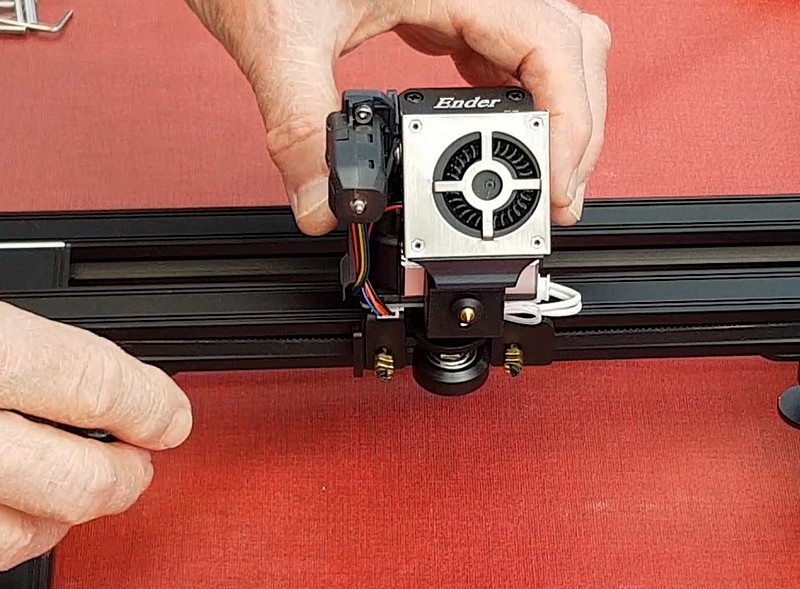
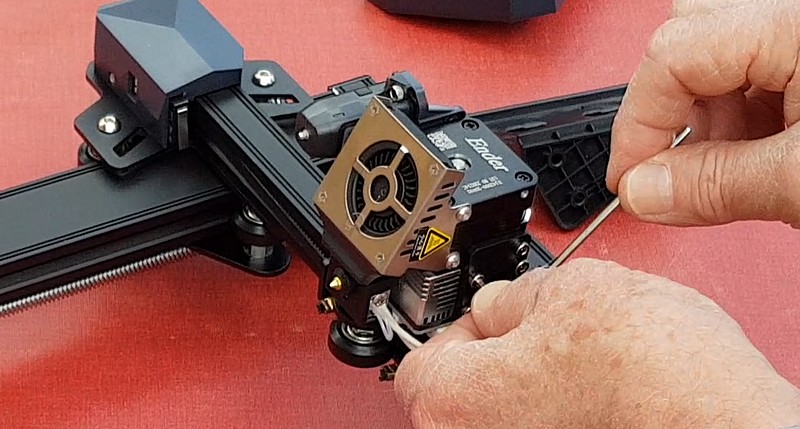
A gauche de la tête le Creality CR touch (équivalent du BL Touch sur Ender 3) et en haut la palette qui desserre les roues d’entraînement du filament pour permettre de l’introduire quand l’imprimant est à l’arrêt.
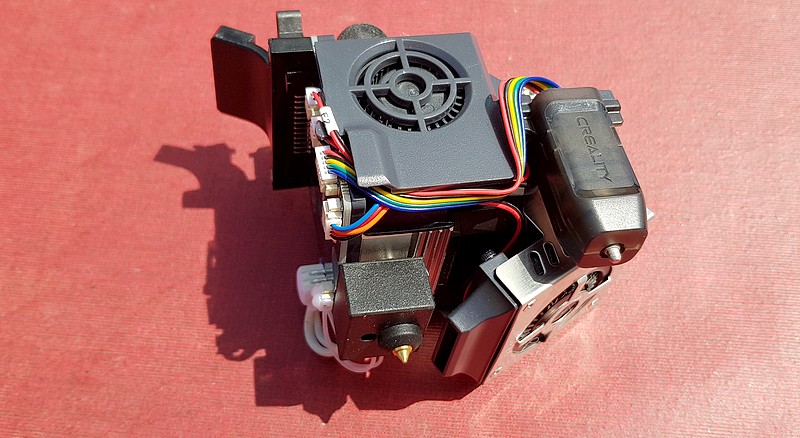
La tête d’impression est « direct drive » = à entraînement direct, ce qui signifie que le moteur qui pilote l’extrusion est placé juste au dessus de la tête et qu’on n’a pas de tube en nylon (Bowden) pour emmener le filament depuis le moteur d’entraînement jusqu’à la tête.
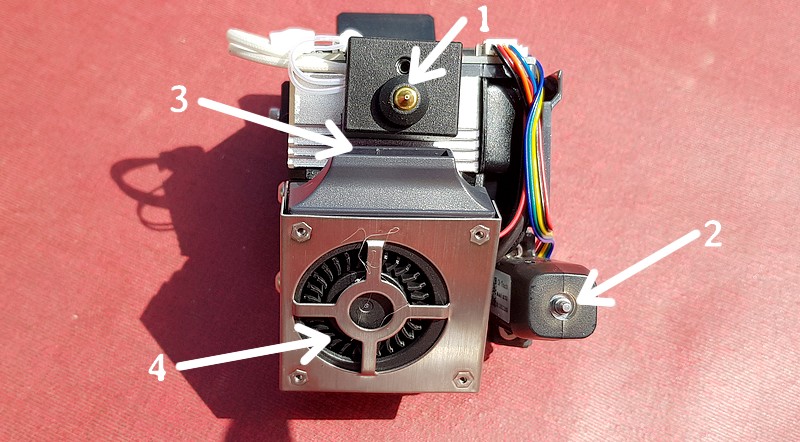
Ici on trouve (1) la buse en laiton, (2) La pointe du Creality CR Touch, (3) la sortie d’air pour refroidir la pièce en cours d’impression, (4) la turbine qui envoie l’ai vers la buse.
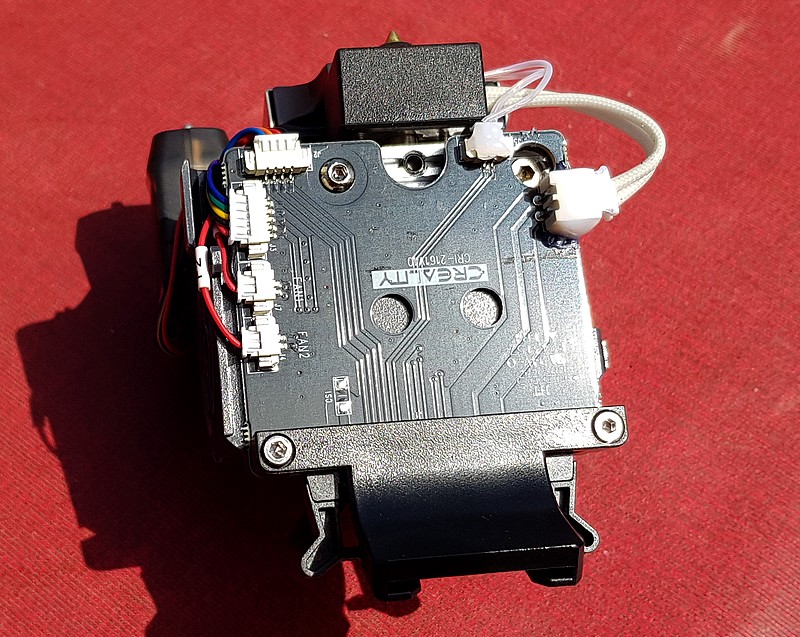
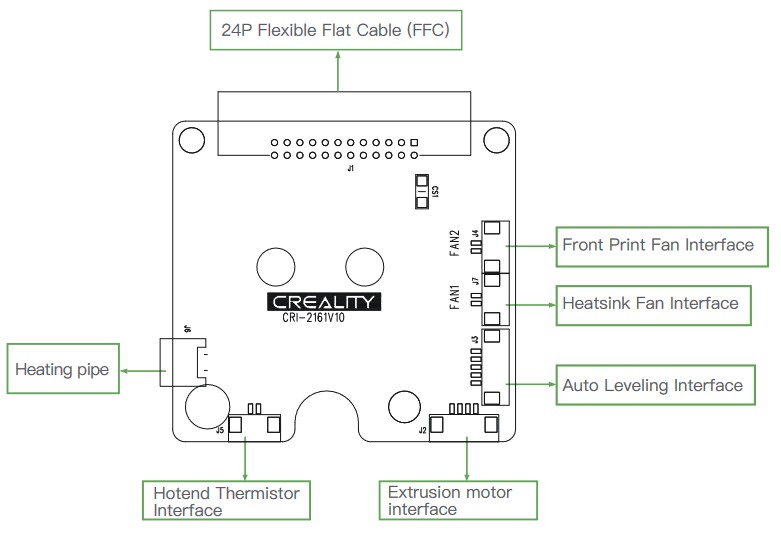
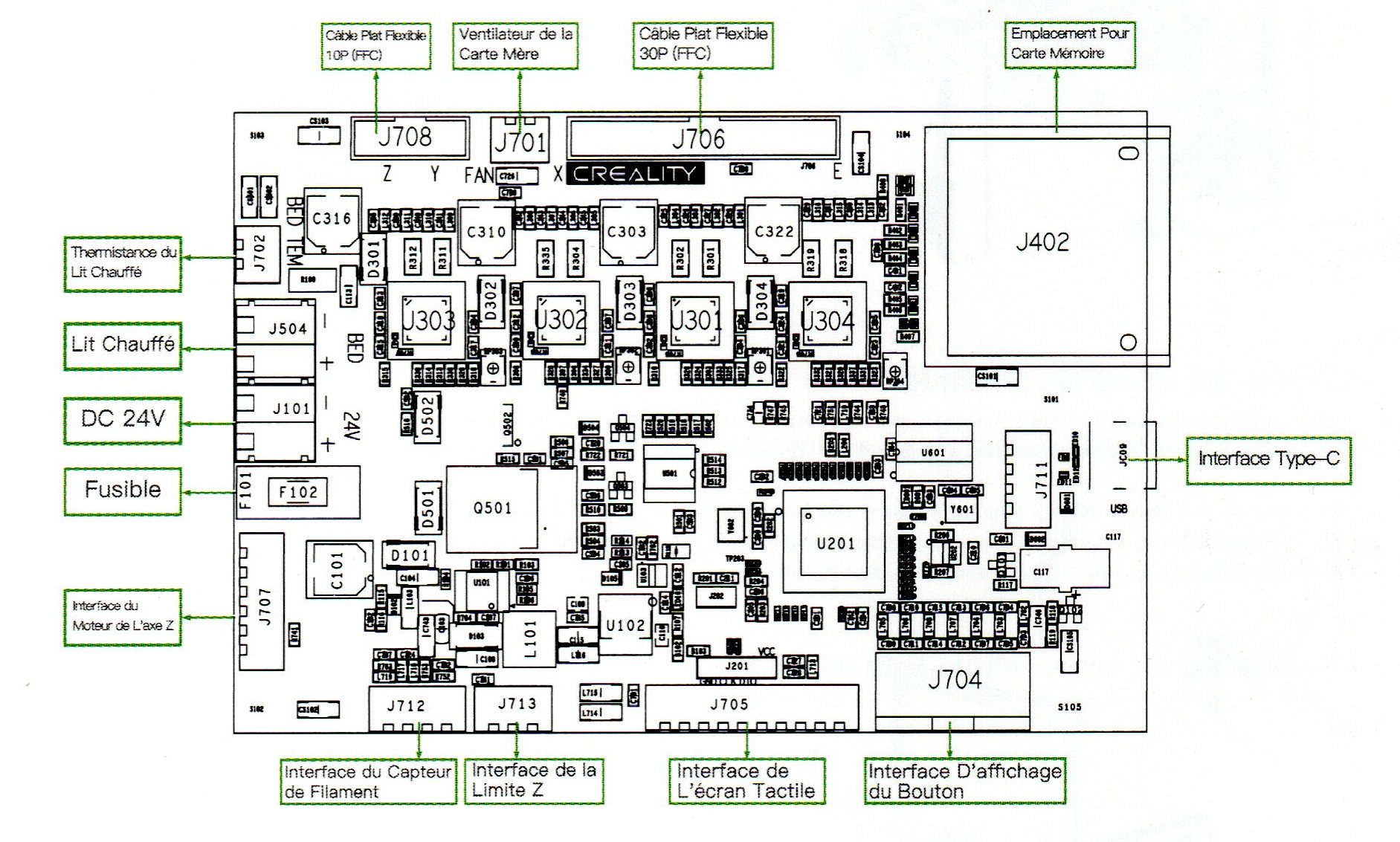
La conception de la tête facilite le montage (et la maintenance future) car tous les composants sont connectés sur une carte de PCB (circuit imprimé) qui regroupe la partie électrique.
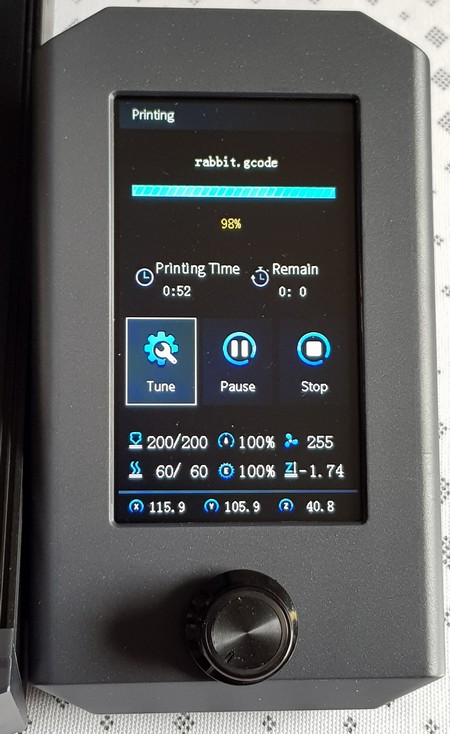
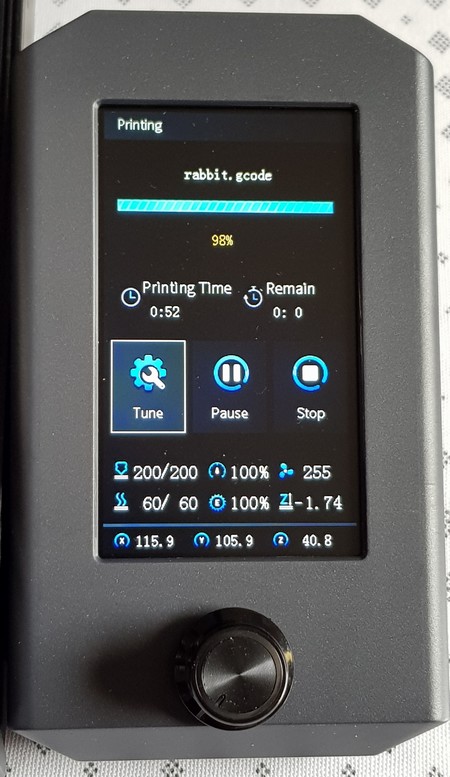
L’écran est bien protégé et très lisible. L’utilisation du bouton (rotation + appui) devient vite intuitive, même sans avoir manipulé des machines auparavant. Ici l’impression du « lapin » a été lancée par mon petit fils de 10 ans dont c’était le premier contact avec l’impression 3D 😉

La potence avec ses deux moteurs pas à pas de l’axe Z et les vis d’entraînement du chariot de la tête d’impression.
Au fond du carton on trouve, déjà pré-monté, le châssis de la machine, avec le plateau et le système d’entraînement de l’axe Y.
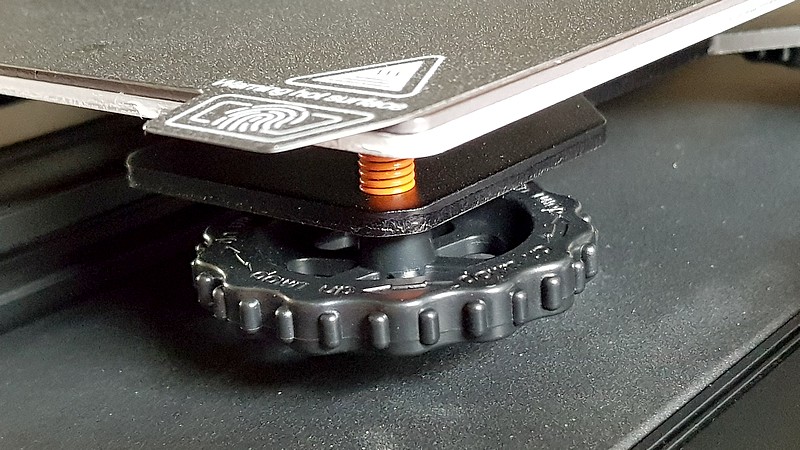
Les molettes de réglage du plateau dont de taille conséquente. Sure certaines machines (il y a quelques années) il fallait imprimer des molettes plus grandes et plus maniables. Ici il n’y a rien à modifier.
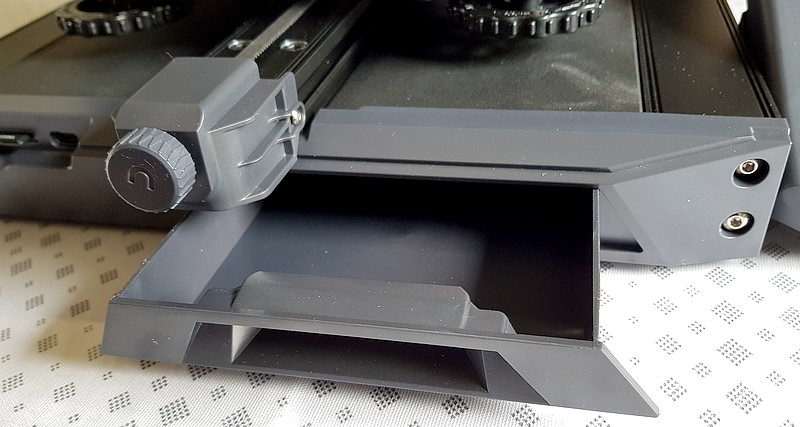 Les courroies sont équipées d’un tendeur avec molette de réglage, là aussi ce sont des modifications que les makers faisaient sur les imprimantes des générations précédentes. Les fabricants les intègrent sur les nouvelles machines. La différence de coût n’est pas excessive, mais les réglages et l’utilisation sont grandement facilitées.
Les courroies sont équipées d’un tendeur avec molette de réglage, là aussi ce sont des modifications que les makers faisaient sur les imprimantes des générations précédentes. Les fabricants les intègrent sur les nouvelles machines. La différence de coût n’est pas excessive, mais les réglages et l’utilisation sont grandement facilitées.
Montage
L’imprimante est pratiquement déjà toute montée, il reste à poser la potence sur la base, et à fixer le support de bobine (il se clipse) et l’écran.
Montage de la tête d’impression 3D. On la pose sur le chariot et il y a 4 vis à mettre en place.
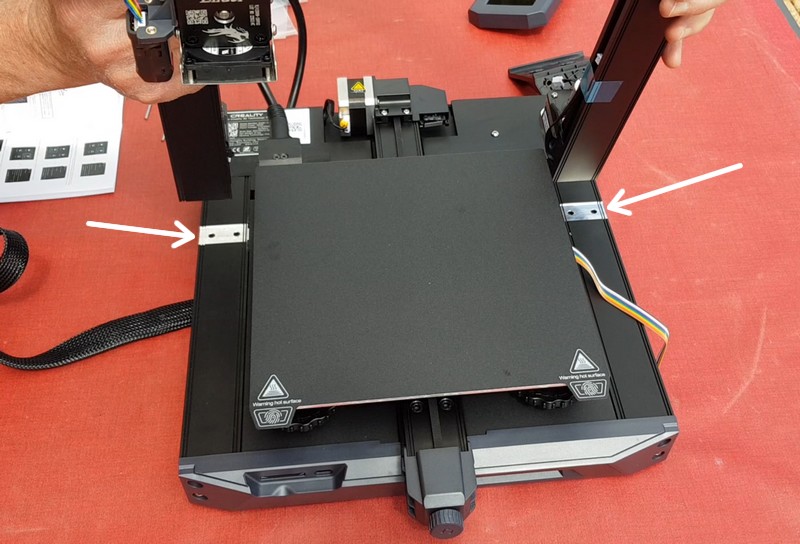
La potence vient se placer sur les encoches (blanches) du châssis. On voit les 4 trous qui accueilleront les vis de fixation de la potence.
Fixation de la potence par les 4 vis longues. Il faudra bien serrer et vérifier le serrage des autres vis également.

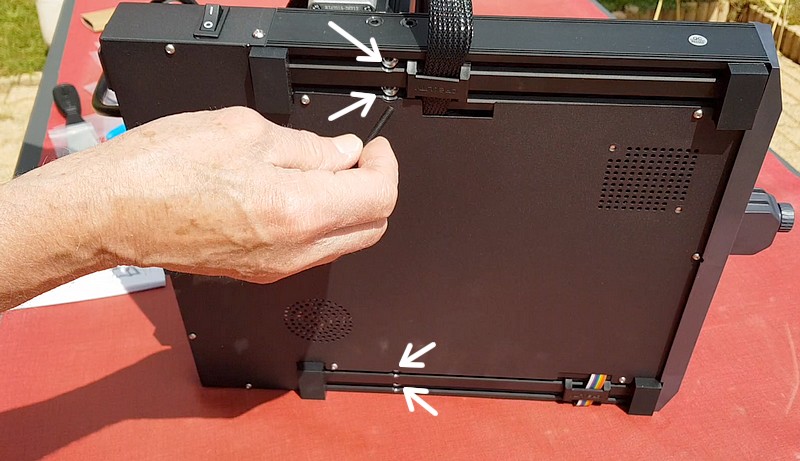
Mise en place du support de l’écran

3 vis maintiennent le support d’écran
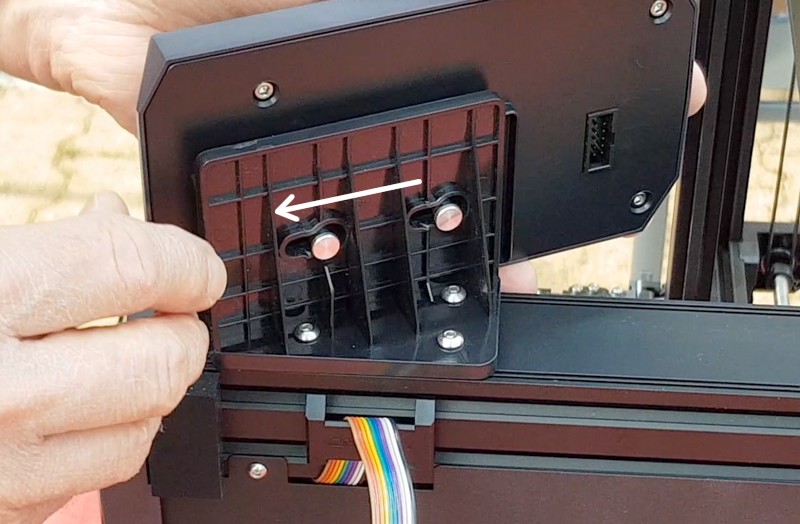
L’écran se clipse simplement sur le support

Connexion du câble de l’écran
Le reste des câbles ne pose pas de problème particulier, ils sont indiqués par des bagues et les prises différentes évitent les erreurs.

La connexion du détecteur de position X est peut être la plus délicate à trouver, elle se situe sous le capot en bout de l’axe des X, devant le moteur
 Par rapport à d’autres modèles, la connexion de la tête d’impression est un régal, une unique nappe transporte tous les signaux et elle est bloquée par un serre fil, juste au dessus de la prise. Un autocollant sur la nappe indique où elle doit se positionner à l’arrière de la machine. Vous trouverez toutes les indications dans la documentation et dans la vidéo.
Par rapport à d’autres modèles, la connexion de la tête d’impression est un régal, une unique nappe transporte tous les signaux et elle est bloquée par un serre fil, juste au dessus de la prise. Un autocollant sur la nappe indique où elle doit se positionner à l’arrière de la machine. Vous trouverez toutes les indications dans la documentation et dans la vidéo.
Extrait de la vidéo sur la carte SD, explication de l’auto-nivellement
Il y a aussi des vidéos sur la carte SD pour expliquer le montage et la façon de réaliser l’auto-nivellement du plateau.
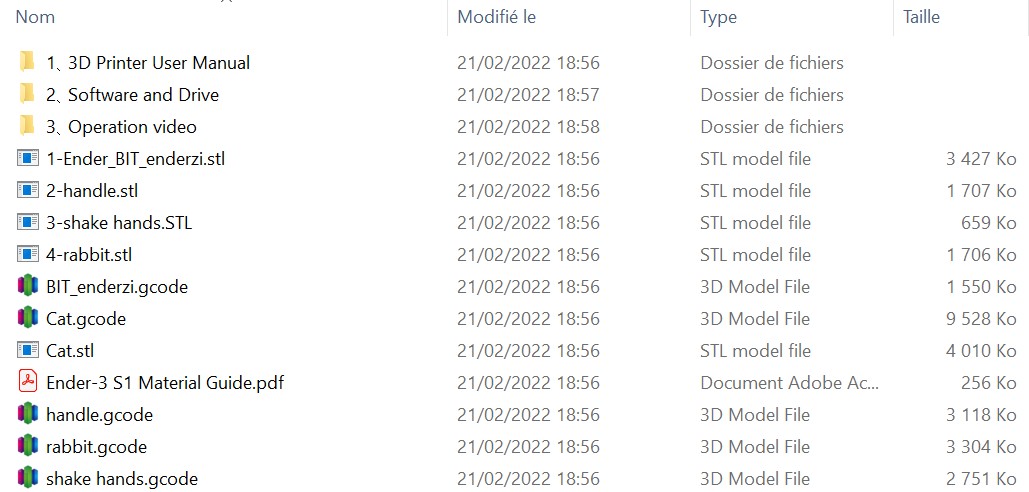
Contenu de la carte SD de l’imprimante 3D Creality Ender-3 S1
Il faudra vérifier si les différentes mobiles (chariots, plateau) se déplacent sans point dur, sans à coup, ou inversement ne sont pas trop libres (mouvements non souhaités, oscillations…). Chaque partie mobile comporte un excentrique qui permet de régler l’écartement par rapport au rail. Pour en savoir plus regardez ici : les réglages d’excentriques sont identiques su un graveur laser ou une imprimante 3D.
Mise à jour du firmware
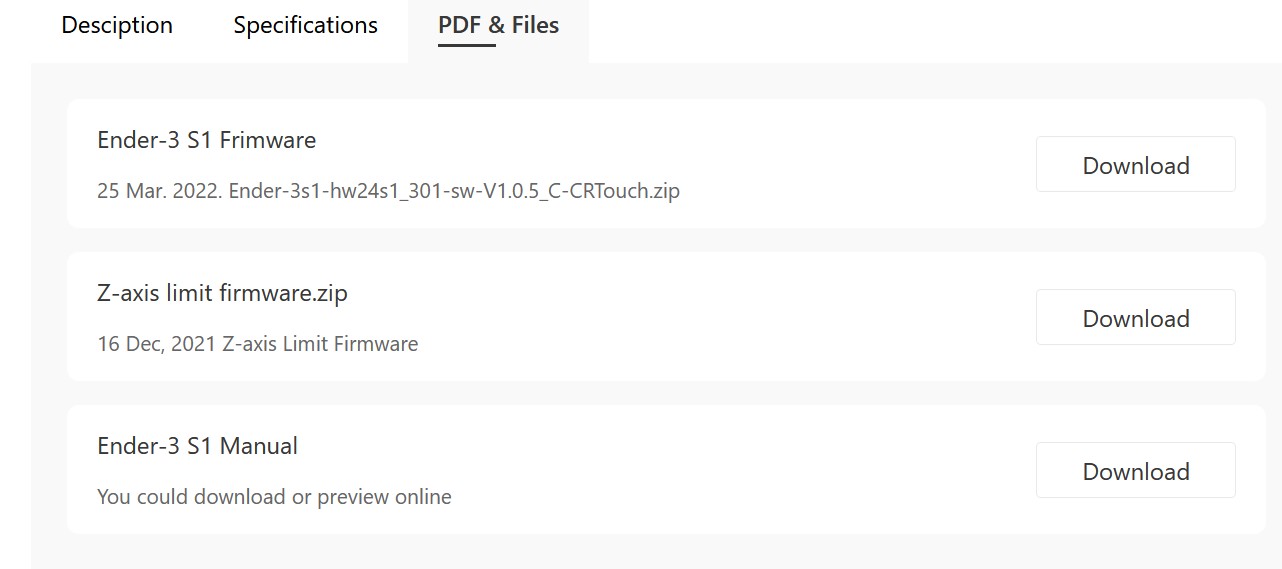
Sur la page https://www.creality.com/pages/download-ender-3-s1 vous trouverez la dernière version de firmware (même si Creality appelle ça un « frimware »).
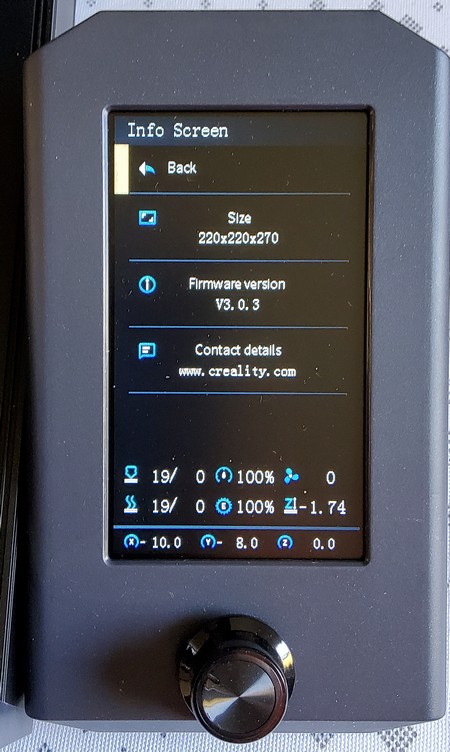
Vous pouvez trouver la version de firmware dans le menu Control > Infos. Si une mise à jour est nécessaire, dézippez le fichier que vous avez téléchargé. Dans le dossier vous trouverez un fichier .bin avec le même nom que le zip. c’est le firmware. Copiez le à la racine de la carte SD.
Mettez la carte SD dans le lecteur de l’imprimante et démarrez l’imprimante. Le firmware se met à jour.
Vérifiez que le firmware est bien la nouvelle version.
Premier test
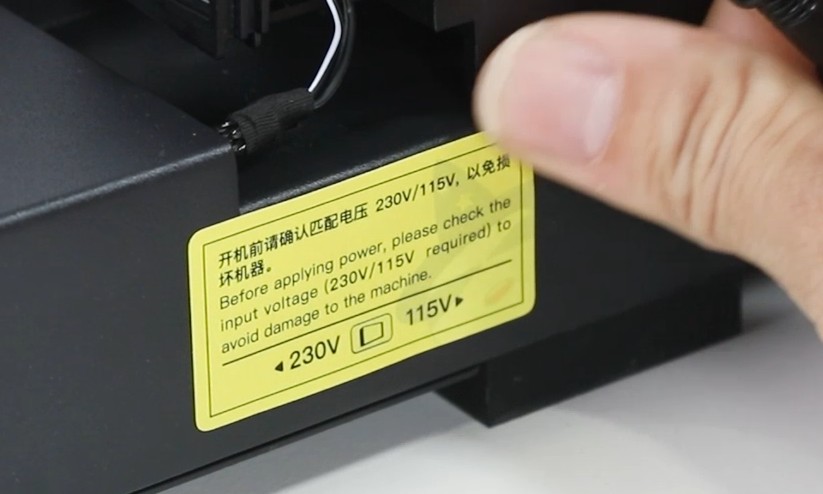
Lorsque tout est bien connecté, commencez AVANT DE METTRE SOUS TENSION par vérifier la position de l’inverseur 115/230 volts ! il est à l’arrière de la machine, sous un cache adhésif.

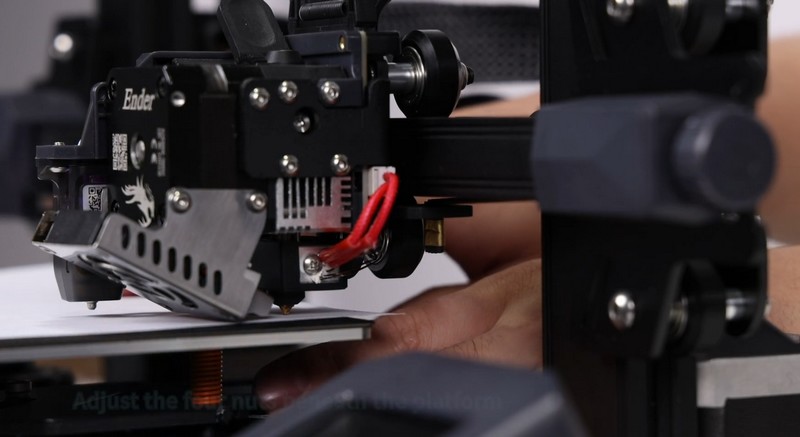
Pour commencer j’ai imprimé un lapin, fourni en gcode sur la carte SD. J’ai auparavant appliqué la procédure de réglage de la hauteur de plateau avec l’auto-nivellement sur 16 points et le réglage du plateau avec la feuille de papier. Lorsque la feuille glisse à peu près de la même façon aux 4 angles et au centre, le réglage est bon. L’imprimante mémorise le décalage des 16 points et modifie le trajet de la tête pour garder une impression de bonne qualité sur tout le plateau.
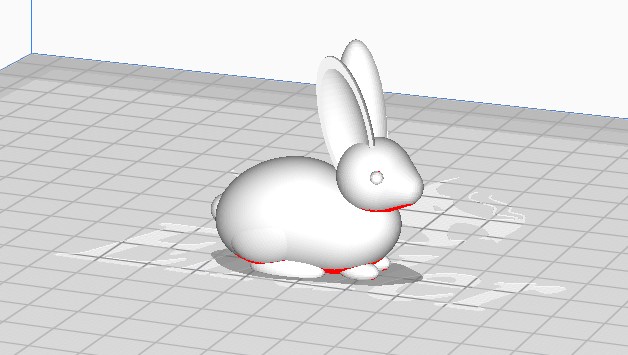
Le modèle du lapin dans CURA (fichier STL)
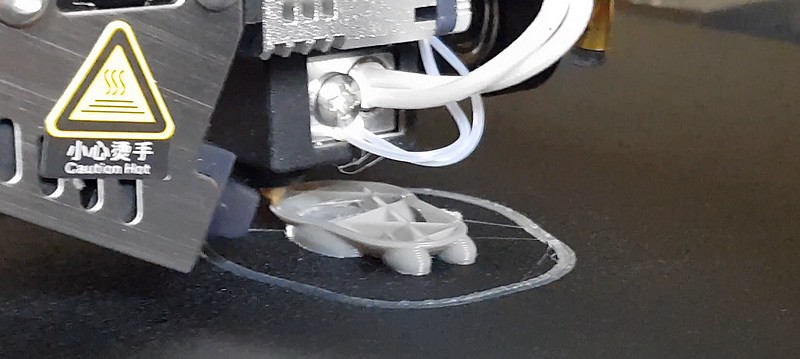 Début d’impression du lapin, tout se passe bien. Le gcode semble avoir été correctement généré.
Début d’impression du lapin, tout se passe bien. Le gcode semble avoir été correctement généré.

Après environ 1 heure d’impression, le lapin est presque imprimé. La qualité pour une première impression sans aucun réglage (hors nivellement du plateau) est tout à fait correcte.
Voici les réglages qui ont été paramétrés dans le gcode. Bien entendu, l’impression 3D pour le maker, c’est surtout le réglage des nombreux paramètres qui permettent d’améliorer l’impression. Je vous propose de les explorer et de voir comment ces paramètres vont jouer sur la qualité d’impression.
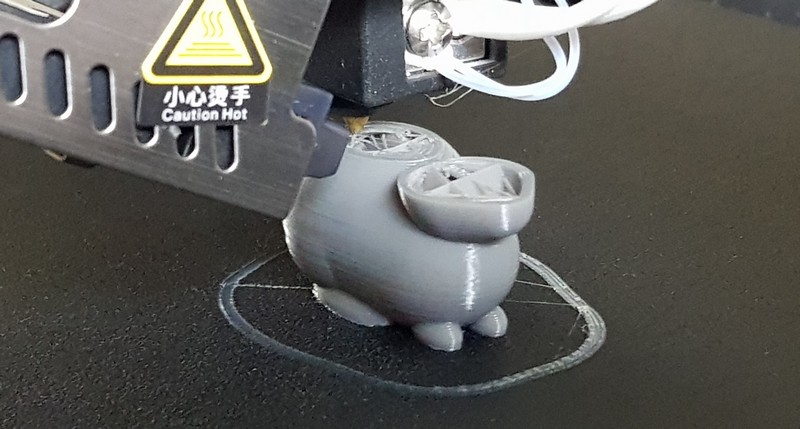
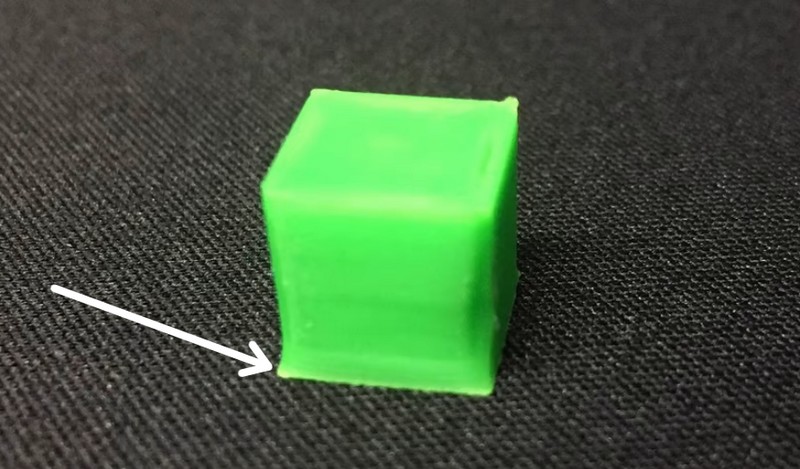
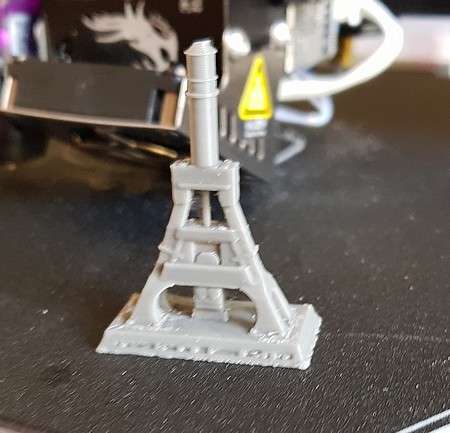 Sur ce deuxième modèle apparaissent des défauts qu’il faudra corriger : un peu de stringing dans les parties vides et une première couche trop écrasés. qui crée une bordure irrégulière au pied de l’objet. C’est avec des objets de test qu’il est possible de peaufiner les réglages de l’imprimante. Il en existe des quantités sur Thingiverse.
Sur ce deuxième modèle apparaissent des défauts qu’il faudra corriger : un peu de stringing dans les parties vides et une première couche trop écrasés. qui crée une bordure irrégulière au pied de l’objet. C’est avec des objets de test qu’il est possible de peaufiner les réglages de l’imprimante. Il en existe des quantités sur Thingiverse.
Réglage du profil dans Cura
L’imprimante Ender 3 S1 n’est pas encore dans Cura, on va partir sur une base Ender 3 qui est identique et existe dans Cura.
Importer la Creality Ender 3
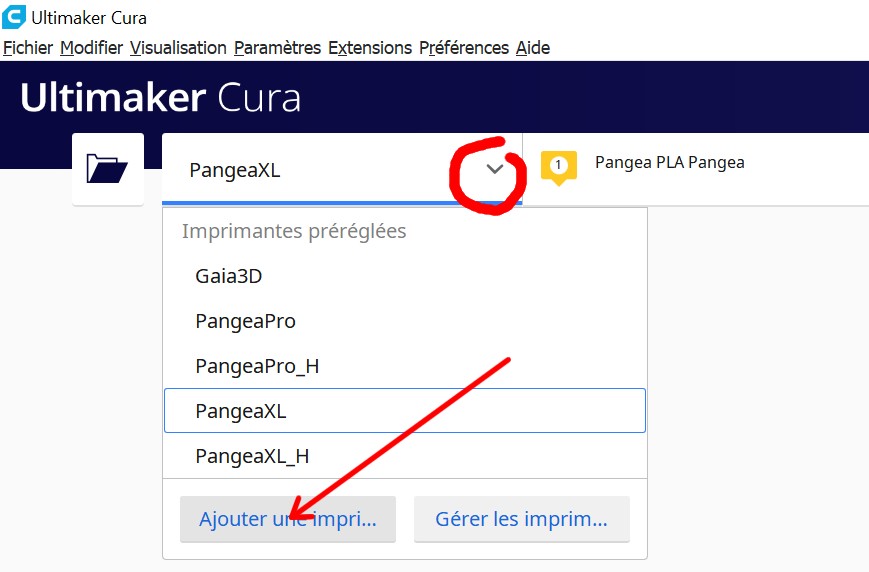
Dans Cura Cliquez sur la flèche vers le bas et sur Ajouter une imprimante.
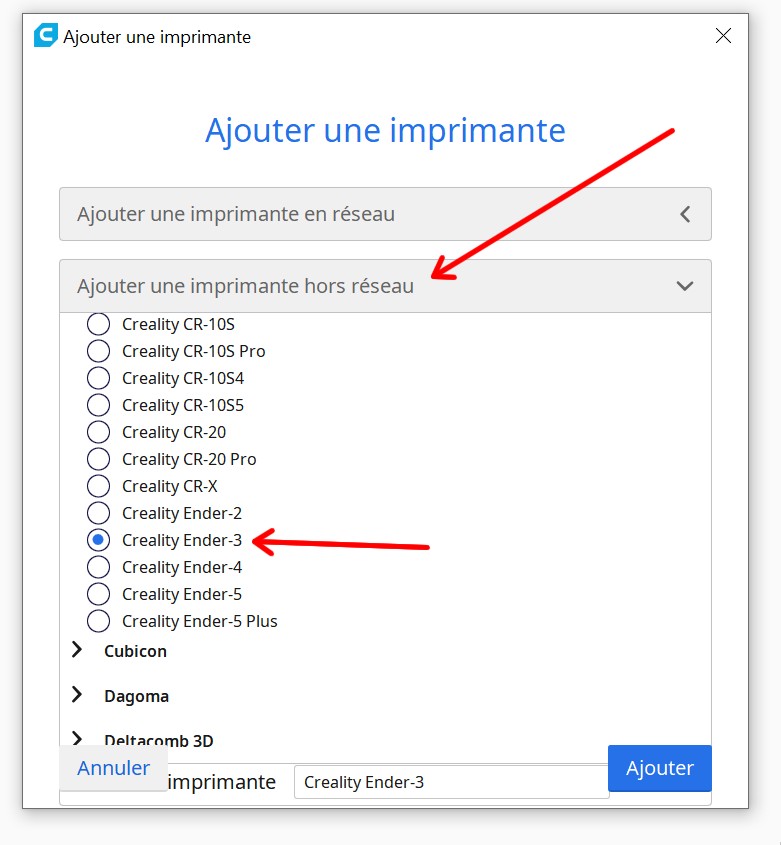 Dans la liste des imprimantes hors réseau choisissez la Creality Ender-3.
Dans la liste des imprimantes hors réseau choisissez la Creality Ender-3.
Vérifiez ensuite les paramètres de la machine et de la tête d’impression. Mais normalement il n’y a rien d’autre à faire.
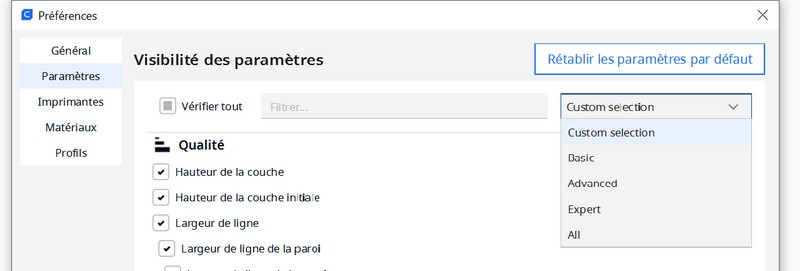
Les paramètres à ajuster pour l’impression sont ceux que Cura affiche sur la partie droite de l’écran. En fonction de vos préférences le nombre de paramètres varie. (Basic = minimum, All : tous les paramètres).
Modifier les paramètres dans Cura pour l’impression 3D
Attention
, les paramètres figurant dans les copies d’écran de CURA sont ici à titre d’illustration pour vous aider à repérer où se situent les réglages. Les valeurs à renseigner dans les paramètres dépendent du type de filament, de l’objet à imprimer…
Température de la buse et du plateau
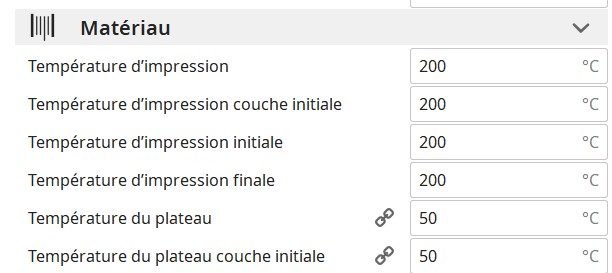
Le paramètre le plus important pour une imprimante 3D est sans doute la température de la buse. Plus la température de la buse est élevée (chaude), plus le filament peut être fondu et extrudé rapidement. Une température trop élevée peut entraîner des problèmes de sur-extrusion, tandis qu’une température trop basse peut entraîner des problèmes de sous-extrusion.
Pour le PLA, le matériau de filament d’impression 3D le plus courant, nous suggérons d’utiliser une température comprise entre 180 et 220 °C. Pour l’ABS et le PETG, qui sont deux autres matériaux de filament populaires, les plages de température de 220-250 °C et 220-45 °C fonctionnent très bien, respectivement. En général, le fabricant du filament fournit ses propres recommandations de température, et vous devez en tenir compte lorsque vous décidez de la température à utiliser.
- PLA: 200 °C
- ABS: 235 °C
- PETG: 240 °C
La température du plateau est un autre paramètre très important. La température du plateau affecte l’adhésion d’une impression car plus la surface d’impression est chaude, plus le filament fondu est susceptible d’y adhérer. Une température trop basse peut entraîner des problèmes d’adhérence comme le gauchissement, mais une température de plateau trop élevée peut entraîner d’autres problèmes tels que « la patte d’éléphant », qui dégradent tous deux la qualité d’une impression.
Le « pied d’éléphant » est un problème car les dimensions de la pièce ne sont pas respectées (Source: nmk 456 via 3D Printing Stack Exchange)
Comme pour la température de la buse, les différents matériaux d’impression nécessitent des températures de lit différentes. Nous suggérons d’utiliser une température de lit de 60 °C pour le PLA, 105 °C pour l’ABS et 70 °C pour le PETG.
- PLA : 60 °C
- ABS : 105 °C
- PETG : 70 °C
Première couche
La première couche de votre impression doit parfaitement adhérer au plateau. A défaut l’objet se décolle, se déforme, bouge… Au pire vous imprimez… un plat de spaghettis. Ce réglage est donc critique. La hauteur de la couche initiale peut être portée à 0,24 mm ou 0,32 mm, afin d’obtenir une base épaisse et faciliter l’adhérence au plateau.
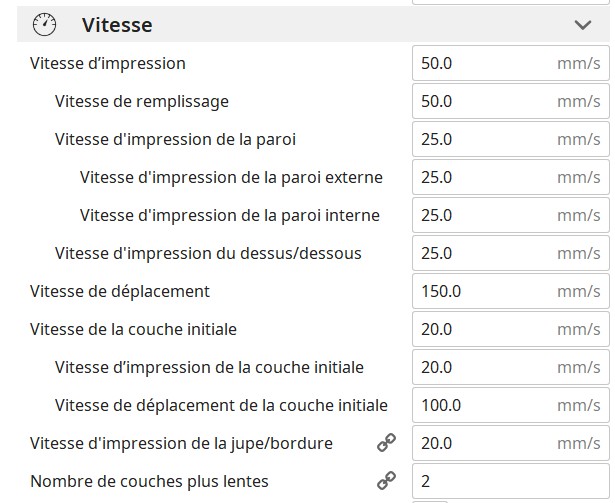
La vitesse de la couche initiale devra également être moins élevée que la vitesse normale d’impression. Les premières couches de l’objet auront ainsi plus de temps pour se souder entre elles et bien adhérer au plateau. Cela a peu d’effet sur la durée totale d’impression, car il n’y a que quelques couches qui sont impactées. Pour la couche initiale optez pour une vitesse de 30 mm/s. Réduisez encore cette vitesse si vous constatez des problèmes d’adhérence.
Le nombre de couches plus lentes c’est le nombre de couches qui seront imprimées à la même vitesse que la couche initiale. Paramétrez cette valeur entre 2 et 5, ce qui convient dans la majorité des cas.
Refroidissement
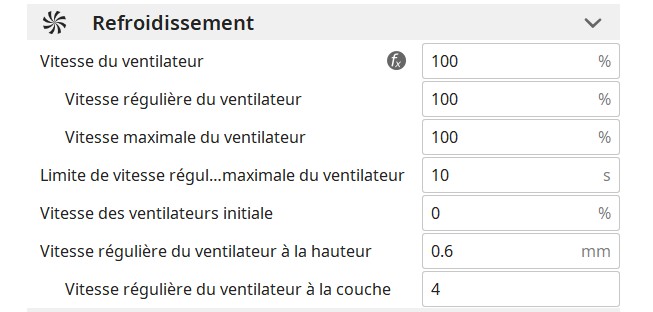
La vitesse initiale du ventilateur est à 0 %. Le ventilateur est arrêté pour la (les) première (s) couche(s). Si on refroidit trop les premières couches, elles risquent de se rétracter ou de se déformer, et on peut parfois observer un décollement de l’objet du plateau. Démarrez le ventilateur au moins à la deuxième couche, voire plus.
Hauteur de couche
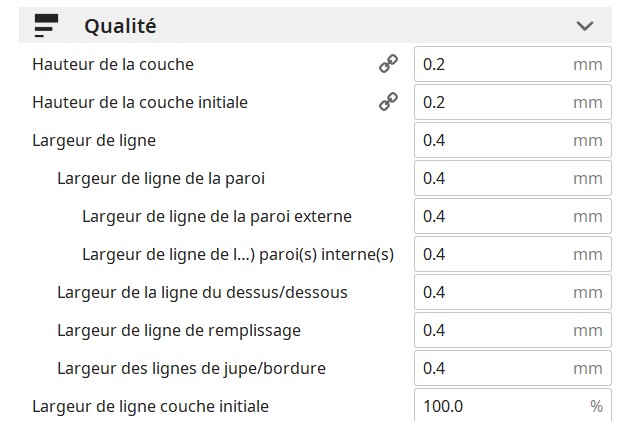
La hauteur de couche est un paramètre d’impression qui affecte la hauteur de chaque couche de filament imprimée. Techniquement, une hauteur de couche plus élevée signifie une impression plus solide, et une hauteur de couche plus petite permet d’obtenir des détails plus fins car il y a plus de couches. Ce paramètre affecte également de manière significative la durée d’une impression (plus de couches = plus de temps)
Pour le PLA, l’ABS, le PETG et pratiquement tout autre matériau, une hauteur de couche de 0,2 mm constitue un excellent équilibre entre le temps d’impression, la résistance et le détail des impressions. Lorsque vous modifiez cette valeur, essayez de l’ajuster par incréments de 0,04 mm, car il s’agit de la distance d’un pas des moteurs pas à pas de l’Ender 3 S1. Si vous souhaitez des impressions plus rapides, essayez d’opter pour une hauteur de couche de 0,24 mm ou 0,28 mm. Pour les modèles plus détaillés, une hauteur de couche de 0,16 mm ou 0,12 mm devrait convenir.
- Super quality : 0.12 mm
- Dynamic quality : 0.16 mm
- Standard quality : 0.2 mm
- Basse qualité : 0.28 mm
Vitesse d’impression et de déplacement
La vitesse d’impression est la vitesse à laquelle votre imprimante extrude le filament, et évidemment, plus cette valeur est élevée, plus les impressions seront rapides. On a tous envie d’avoir des temps d’impression courts, une vitesse d’impression plus rapide n’est généralement pas la meilleure en termes de qualité d’impression, car le filament fondu a moins de temps pour se déposer et est expulsé avec plus de force. De même, une vitesse d’impression trop élevée sans une température de buse suffisamment élevée pour supporter l’augmentation de l’extrusion peut entraîner une sous-extrusion car le filament n’a pas suffisamment de temps pour fondre.
Une vitesse d’impression trop faible peut également causer des problèmes, principalement à cause du fluage thermique. Le fluage thermique est un problème d’impression dans lequel la chaleur supplémentaire de la buse « s’infiltre » dans l’extrémité chaude et fait fondre le filament avant la zone appropriée, provoquant un blocage de l’extrémité chaude. (les clong !)
La vitesse d’impression optimale varie en fonction du filament que vous utilisez et de la température. Si vous utilisez les températures suggérées ci-dessus, une vitesse de 60 mm/s devrait être la meilleure pour le PLA. L’ABS et le PETG peuvent prendre plus de temps pour se stabiliser, donc une vitesse de 40-60 mm/s est plus appropriée.
Il est également important de mentionner que les premières couches d’une impression doivent être beaucoup plus lentes que les autres afin de s’assurer que la base de l’impression est décente. Cura vous permet de contrôler cela par le biais de la « vitesse initiale des couches », que nous vous suggérons de régler à 20 mm/s.
Enfin, la vitesse de déplacement est également essentielle pour l’Ender 3 S1, et elle définit la vitesse à laquelle l’imprimante déplace ses composants (tête d’impression et lit) pendant les déplacements hors impression. La S1 est équipée d’une extrudeuse à entraînement direct, la tête est toute entière sur le chariot , ce qui signifie qu’il y a un poids supplémentaire par rapport à la Ender 3. Pour cette raison, il vaut mieux utiliser une vitesse de déplacement légèrement plus lente que la norme, soit environ 110 mm/s.
- Vitesse pour le PLA : 60 mm/s
- Vitesse pour l’ABS : 40-60 mm/s
- Vitesse pour le PETG : 40-60 mm/s
- Vitesse première couche : 20 mm/s
- Vitesse de déplacement : 110 mm/s
Rétraction
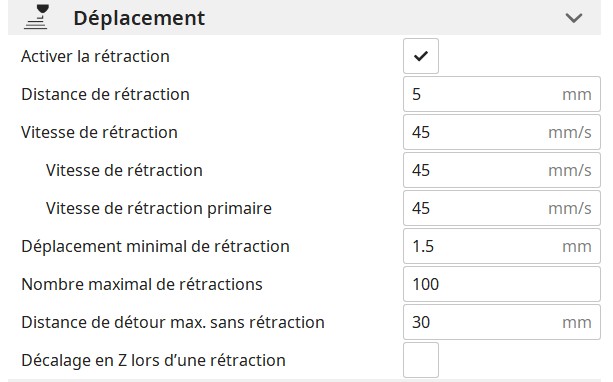
La rétraction est l’un des paramètres d’impression les plus complexes dans Cura. En gros, c’est lorsque l’extrudeuse tire le filament en l’arrière à partir de l’extrémité chaude. Les rétractions sont généralement effectuées pour les déplacements (lorsque la machine n’imprime pas). Cela permet d’éviter que l’excès de matériau ne sorte de la buse en raison de la pression accumulée dans l’extrémité chaude et laisse des fils (stringing).
Il existe deux paramètres principaux pour gérer les rétractions dans Cura : la distance de rétraction et la vitesse de retrait. La première est la longueur de filament que l’extrudeuse va rétracter, tandis que la vitesse de rétraction est la vitesse à laquelle l’extrudeuse déplace le filament pour effectuer le mouvement de rétraction.
Comme l’Ender 3 S1 possède une extrudeuse à entraînement direct, l’extrudeuse est directement au-dessus de l’extrémité chaude. Les extrudeuses à entraînement direct sont plus précises dans leurs mouvements d’extrusion que celles qui utilisent un entraînement Bowden (avec un tube qui guide le filament) comme sur les autres versions de l’Ender 3.
En conséquence, vous pouvez utiliser une distance de rétraction beaucoup plus petite sur l’Ender 3 S1 que sur l’Ender 3 originale, la Pro, ou la V2. C’est une bonne chose parce qu’une distance de rétraction plus petite signifie un temps d’impression plus faible et réduit encore plus le stringing sur les impressions.
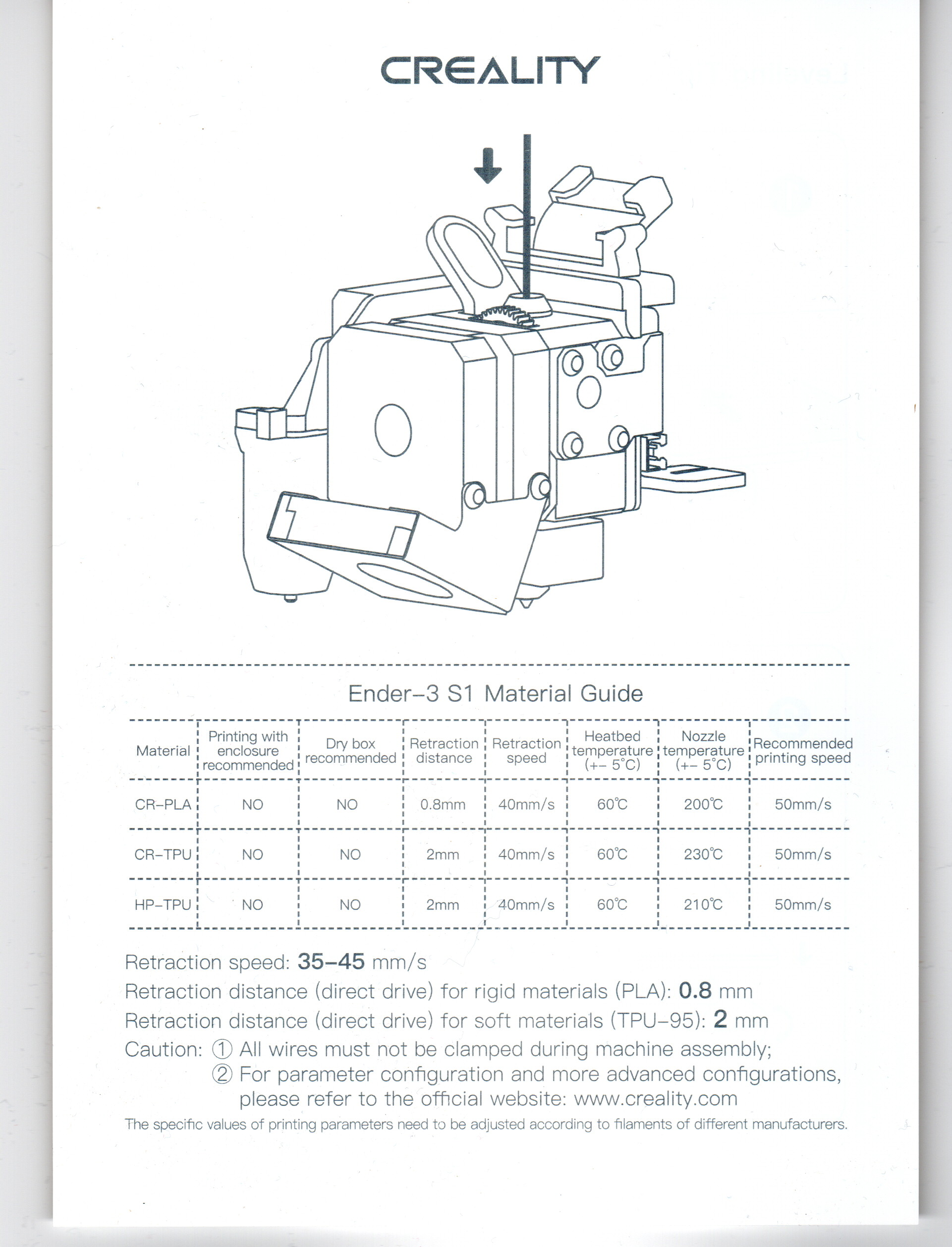
Pour l’extrudeuse de l’Ender 3 S1, le fabricant conseille d’utiliser une distance de rétraction de 0,8 mm pour le PLA et l’ABS, et d’aller un peu plus loin pour le PETG, avec une distance de rétraction de 0,9 mm, car ce matériau est plus enclin à s’effilocher. Pour la vitesse de rétraction, 45 mm/s pour le PLA et l’ABS, et une vitesse de 40 mm/s pour le PETG devraient convenir.
- PLA: 0.8 mm à 45 mm/s
- ABS: 0.8 mm à 45 mm/s
- PETG: 0.9 mm à 40 mm/s
Remplissage
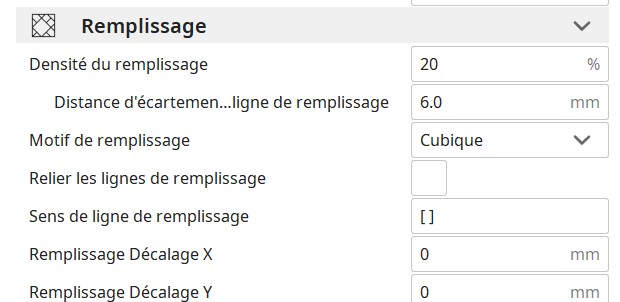
Le remplissage influe autant sur la solidité de l’objet que sur son poids. LE choix dépend de l’utilisation de l’objet. Pour du décoratif, restez à 5 % ou 10 %, l’impression est plus rapide et le poids reste léger. Pour des objets soumis à des contraintes un remplissage supérieur à 50% assure solidité et durée de vie au modèle. Certains objet très sollicités peuvent même être remplis à 100% (lent mais très solide).
- Objets décoratifs : 0-15 %
- Objets standards : 15-30 %
- Objets fonctionnels : 50-100 %
Adhérence au plateau
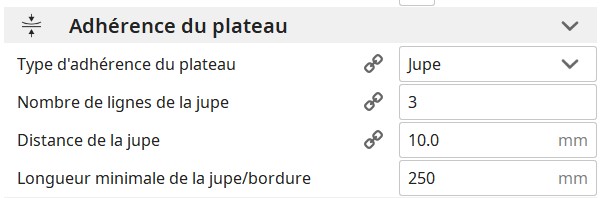
Le dernier paramètre de Cura intéressant pour l’Ender 3 S1 est l’adhérence au plateau. Les paramètres d’adhérence au plateau de Cura vous permettent d’utiliser une jupe, une bordure ou un radeau pour assurer l’adhérence
La première option est la jupe, qui est un tour à l’extérieur de la zone du modèle. Une jupe ne sert à rien pour faire adhérer le modèle imprimé, elle permet d’amorcer la tête d’impression et de vérifier que l’imprimante extrude correctement le filament. Cura vous permet d’ajuster la longueur minimale de la jupe et de contrôler le nombre de lignes (nombre de tours) utilisées pour la jupe.
Exemple d’impression 3D avec bordure
Ensuite, la bordure est comme une jupe, sauf qu’elle est rattaché à la base du modèle. Une bordure utilise un peu de filament supplémentaire et augmente le temps d’impression, mais elle peut aider à maintenir la première couche d’une impression collée au plateau. Je l’utilise par exemple pour des pièces petites en surface mais un peu hautes.
Enfin, un radeau est comme une impression séparée sous l’impression réelle et consiste en une petite surface imprimée multicouche qui se colle au plateau ainsi qu’au fond de votre objet. Un radeau utilise beaucoup de filament supplémentaire, ajoute une quantité non négligeable de temps à la tâche d’impression, et peut également être difficile à enlever du modèle imprimé. Cependant le côté positif c’est que le radeau peut presque garantir que votre modèle imprimé n’aura pas de côtés déformés et qu’il adhérera au plateau.
Pour la plupart des impressions, afin d’assurer l’adhérence tout en économisant du filament et avec un temps d’impression minimum, la bordure est souvent une bonne solution. Selon le modèle imprimé, partez sur une bordure de 3 à 4mm de large, plus sur de grandes pièces qui ont tendance à se déformer.
Montage d’une tête laser de gravure

La Ender-3 S1 accepte une tête LASER. Le connecteur pour l’alimentation et le PWM de pilotage du LASER est prévu sur la base.(Expansion Interface)

Il s’agit d’un LASER 24 volts 1,6 watts optique. Vous pourrez graver du papier, carton, bois ou du contreplaqué, du cuir… mais n’espérez pas trop découper avec ce modèle (à part du papier).
Vidéo
Conclusion
Une imprimante 3D digne successeur (oui en France ça reste sous cette forme, successeur est invariable) de la mythique Ender-3 qui a permis à tant de makers de se lancer dans l’impression 3D avec un coût modéré.
Ici on a une machine dont les moteurs sont hyper silencieux (on n’entend que les ventilateurs) et la précision en Z est peaufinée grâce à deux moteurs + deux vis couplées par une courroie crantée. Quand c’est réglé ça ne bouge plus ! Ajoutez la présence de l’auto-nivellement avec le Creality CR touch et vous avez une machine de début qui déchire.
Mes premiers tests d’impression sont vraiment très bons. Le silence des moteurs pas à pas est confirmé (WAF amélioré). Reste le bruit de ventilateur toujours présent. La reprise après coupure secteur fonctionne bien également.
Vous pourrez voir cette imprimante en action lors de #Connectons-nous avec Pôle Emploi pour faire découvrir les métiers du numérique. C’est à Le Creusot (71) à l’Alto de 14h à 17h.
Creality a sorti une version améliorée (et plus chère) de la Ender-3 S1 : le modèle PRO. Les différences sont :
- L’Extrudeuse « Sprite » directe est améliorée et peut maintenant chauffer jusqu’à 300 °C.
- L’interface utilisateur est passée à un écran tactile de 4,3 pouces. (plus de bouton rotatif)
- Tiroir à outils légèrement plus large, ajout d’une barre de lumière LED et base monobloc entièrement en plastique.
Pour les 10 ans de GeekBuying il y a des promotions :
La promotion porte sur un nombre limité de pièces et jusqu’à une date limite. Si toutes les machines sont vendues avant la fin du délai, il est possible que le code réduction ne passe plus.
Acheter la Creality Ender 3 S1 prix : 412,40€ – Lien affilié
Le prix passe à 329,99€ avec le code NNNDBENDER3S1FR
jusqu’au 30 juin 2022
sinon coupon 6FPH2PITAN
Acheter la Creality Ender 3 S1 PRO (la buse monte à 300°C) prix : 479,69€ –
Lien affilié
Le prix passe à 432,58€ avec le code NNNENDER3S1PRO
jusqu’au 30 juin 2022
Sinon coupon 6GDJRCW1OK
Acheter la Creality Ender 3 S1 PLUS (300x300x300mm) prix : 576,77€ –
Lien affilié
Le prix passe à 547,93 € avec le coupon de réduction : 6ESWCCMK durée de validité : du 3 juin au 3 juillet 2022.
Sinon coupon 6ESWCCMK

Acheter le Creality CR Touch : Capteur de nivellement automatique :
prix : 34,60€

Acheter la tête LASER de gravure pour Ender-3 S1/S1 PRO : prix 64,40€ –
Lien affilié
Le prix passe à 57,67 € avec le coupon de réduction : GKBCA03 durée de validité : du 28 mai au 31 aout 2022.
Sinon code GKBCA03
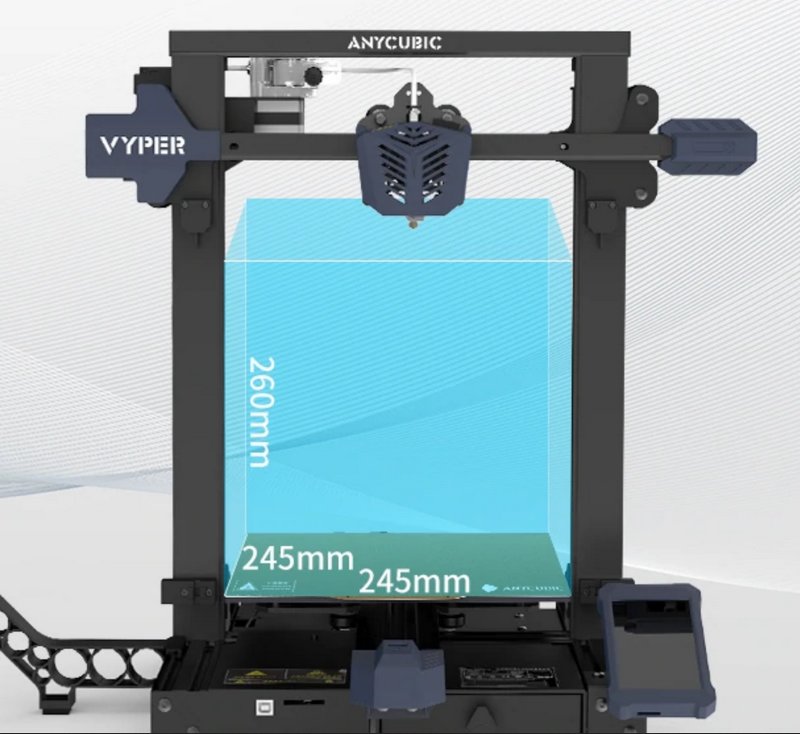
Vous trouverez aussi l’imprimante Anycubic Vyper que je vous ai présentée en janvier :
Acheter la Anycubic Vyper : de 326,83€ elle passe à 310€ avec le code NNNVYPER jusqu’au 30 juin 2022
sinon code 6BIGC754
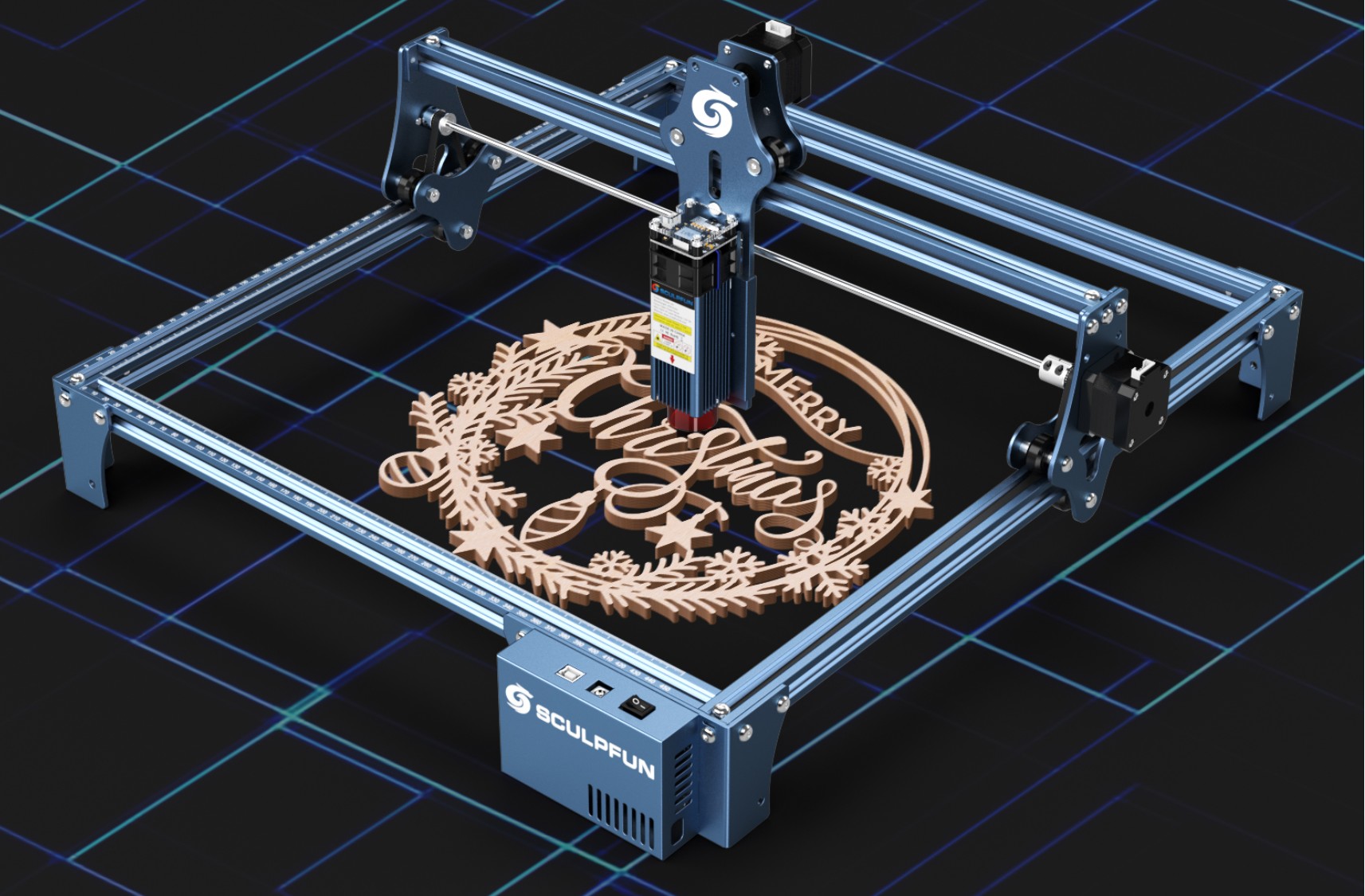
Le graveur Laser Sculpfun s9 que je vous ai présenté en avril :
Acheter le Sculpfun s9 : de 287,43€ il passe à 265€ avec le code NNNGKBSC9
sinon code6ADMKJ2172
Ping : Imprimante 3D autonivelante Creality Ender 3 S1 - TUTO3D
Merci de ces conseils précieux
Bonjour,
Merci de votre article détaillé, qui m’a fait remplacer ma très vieille ender3, par une S1.
Cependant au niveau du bruit, j’ai toujours malgré réglage, une sorte de bruit genre « Bzzzz » sur le plateau lors de ses mouvement, les axes X et Z étant parfaitement silencieux.
Je ne vois pas de quoi cela peut provenir, c’est presque comme une sorte de vibration haute fréquence.
Merci d’avance pour votre réponse
Cordialement M. MOULIN Hervé
Bonjour Hervé
pas facile à distance de trouver la provenance
d apres ce que vous dites c est l axe Y qui est concerné ?
essayez de reprendre du début, tension et centrage courroie
est ce que le bruit existe quand on déplace le Y a la main?
…
cdt
francois
J’aimerais un tutoriel concernant l’imprimante Ender 3D Pro.
J’ai essayé de l’améliorer avec la carte mère V 4.2.7 de le CR Touch Créality.
Depuis j’ai beaucoup de nivellement plateau.
Je descends à – 0.634
C’est fou
Un ami, m’a donné une imprimante Ender 3D Pro, je l’ai utlisé tel quelle.
J’ai compris, après un peu d’usage, qu’il était nécessaire d’améliorer la machine en remplacant la carte mère par V 4.2.7 et en installant un CR Touch de Créality, avec Firmware nécessaires .
Depuis j’ai un problème pour Z Offset.
L’écart entre la buse et le plateau est supèrieur à 4 mm.
Pouvez vous me conseiller.
PS : avant de vous soumettre mon problème j’ai éxécuté les manipulations pour relancer l’imprimante à la suite des trans formations
Cordialement