

Quand on se lance dans l’électronique avec le Raspberry Pi ou l’Arduino, tôt ou tard il faut investir dans un fer à souder. Bin oui… mais comment souder pour que les connexions résistent ? Lorsque j’ai vu ce tutoriel sur la soudure de MakerSpaces, j’ai tout de suite demandé si je pouvais le traduire pour les lecteurs de framboise314. Andrew, fondateur et CEO de MakerSpaces m’a immédiatement donné le vert ! Merci Andrew 🙂
Cliquez pour obtenir des informations sur les niveaux
[stextbox id=’warning’ caption=’Présence d’un adulte obligatoire’]La soudure est une opération classique en électronique. Il est impératif d’accompagner les jeunes, enfants et ados lors de ces opérations. La présence d’un adulte est obligatoire.[/stextbox]
Au sommaire :
- 1 Comment bien souder : Le Guide du débutant
- 1.1 Tutoriel sur la soudure
- 1.2 C’est quoi, la soudure ?
- 1.3 Outils utilisés
- 1.4 Fer à souder
- 1.5 Station de soudage
- 1.6 Les pannes de fer à souder
- 1.7 Éponge en laiton ou éponge conventionnelle
- 1.8 Support de fer à souder
- 1.9 Soudure
- 1.10 Troisième main
- 1.11 Souder en toute sécurité
- 1.12 L’étamage de la panne
- 1.13 Comment souder
- 1.14 Comment souder des fils
- 1.15 Nettoyage des soudures
- 1.16 Pour aller plus loin
- 1.17 Dessoudage
- 2 Conclusion
- 3 Sources
Comment bien souder : Le Guide du débutant
[stextbox id=’info’ caption=’Avis aux sodomiseurs de diptères‘]L’opération pratiquée en électronique est bien une brasure. Mais depuis des décennies les électroniciens emploient le terme de soudure. Je maintiendrai ici cette tradition ;)[/stextbox]
MakerSpaces propose en téléchargement un EBOOK gratuit [en anglais] de 17 pages sur cette technique de soudure en électronique.
La version française est disponible sur la page des ebook de framboise314.
Tutoriel sur la soudure
Souder correctement est une compétence fondamentale que tout maker doit maîtriser. Dans ce tutoriel sur la soudure, vous trouverez les connaissances de base sur les fers à souder, les stations de soudage, les types de soudure, le dessoudage et les conseils de sécurité. Que vous construisiez un robot ou que vous travailliez avec Arduino, savoir souder vous sera très utile.
C’est quoi, la soudure ?
Si vous démontez un appareil électronique qui contient une carte de circuit imprimé, vous verrez que les composants sont fixés à l’aide de soudures. La soudure est le processus d’assemblage de deux ou plusieurs pièces électroniques, réalisé en faisant fondre la soudure autour de la connexion. La soudure est un alliage métallique et lorsqu’elle refroidit, elle crée une liaison solide et conductrice de l’électricité entre les pièces. Si la soudure peut créer une connexion permanente, elle peut également être enlevée à l’aide d’un outil de dessoudage comme décrit plus bas.
Outils utilisés
La bonne nouvelle lorsque vous décidez d’apprendre à souder, c’est que vous n’avez pas besoin de beaucoup de matériel pour commencer. Vous trouverez ci-dessous les outils et les matériaux de base dont vous aurez besoin pour la plupart de vos projets nécessitant des soudures.
Fer à souder
Un fer à souder est un outil à main qui se branche dans une prise secteur 220 v alternatif et chauffe pour faire fondre la soudure sur des connexions électriques. On trouve aussi des modèles se connectant sur un port USB mais ils n’ont que 8 watts de puissance, ce qui est parfois insuffisant.
C’est l’un des outils les plus importants utilisés pour la soudure et il en existe plusieurs variantes qui peuvent avoir la forme d’un stylo ou d’un pistolet. Pour les débutants, il est recommandé d’utiliser un fer à souder de 15W à 30W. La plupart des fers à souder ont des pointes interchangeables (aussi appelées « pannes« ) qui peuvent être utilisées selon le type de soudage à réaliser. Soyez très prudent lorsque vous utilisez n’importe quel type de fer à souder car certains peuvent chauffer jusqu’à plus de 400°C, ce qui est extrêmement chaud.

Station de soudage
Une station de soudage est une version plus avancée du stylo à souder autonome de base que nous venons de voir. Si vous pensez faire beaucoup de soudure, c’est ce qu’il vous faut car ces appareils offrent plus de flexibilité et de contrôle des opérations.

L’avantage principal d’une station de soudage est la possibilité d’ajuster avec précision la température du fer à souder, ce qui est idéal pour une grande variété de projets.

Ces stations peuvent également créer un espace de travail plus sûr car certaines incluent des capteurs de température avancés, des réglages d’alerte et même une protection par mot de passe pour la sécurité.
Les pannes de fer à souder
A l’extrémité de la plupart des fers à souder, il y a une partie interchangeable connue sous le nom de panne de fer à souder. Il y a beaucoup de modèles de pannes qui présentent une grande variété de formes et de tailles. Chaque modèle de panne est utilisé dans une situation spécifique et il offre des avantages par rapport aux autres modèles. Les pannes les plus courantes que vous utiliserez dans les projets électroniques sont la panne conique et la panne biseautée.
Panne conique – Utilisée dans la soudure électronique de précision en raison de sa pointe fine. Grâce à son extrémité pointue, elle est capable de fournir de la chaleur à des zones plus petites sans affecter leur environnement.
Panne biseautée – Cette panne est bien adaptée à la soudure de fils ou d’autres composants de plus grande taille en raison de sa large pointe plate.

Image Sparkfun.com
Éponge en laiton ou éponge conventionnelle
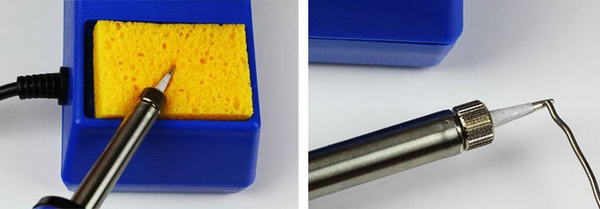
L’utilisation d’une éponge vous aidera à garder la panne de fer à souder propre, en éliminant l’oxydation qui s’y forme. Les pointes oxydées deviennent noires et n’acceptent pas la soudure comme c’était le cas lorsqu’elles étaient neuves.

Vous pouvez utiliser une éponge normale humidifiée, mais cela a tendance à raccourcir la durée de vie de la pointe en raison de l’expansion et de la contraction à laquelle elle est soumise. De plus, une éponge humide fait baisser momentanément la température de la panne lorsqu’elle est essuyée.

Une meilleure solution est d’utiliser une éponge en laiton comme celle-ci. La panne n’est pas soumise à de fortes variations de température et s’abime moins vite.
Support de fer à souder
Un support de fer à souder est quelque chose de très simple, mais c’est très utile et pratique sur un établi. Ce support permet d’éviter que l’embout de fer chaud n’entre en contact avec des matériaux inflammables ou ne cause des blessures accidentelles à la main. Il est également possible qu’un fer à souder de forme stylo posé sur un établi roule et tombe sur vos jambes. Au mieux vous gagnez un pantalon abimé, au pire une belle brûlure, soit sur la jambe, soit à la main en essayant de rattraper le fer à souder… La plupart des supports de fer à souder sont équipés d’une éponge classique ou d’une éponge en laiton pour le nettoyage de la panne.

Soudure
La soudure est un alliage métallique qui est fondu pour créer une liaison permanente entre les pièces électriques. Il existe en deux versions, avec ou sans plomb, les diamètres de .032″ (0,8 mm) et .062″ (1,6 mm) étant les plus courants. À l’intérieur du fil de soudure se trouve un matériau connu sous le nom de flux (ou âme décapante) qui aide à améliorer le contact électrique et la résistance mécanique. Le flux de soudure élimine l’oxydation présente sur le cuivre de la pastille et sur le fil. Il permet donc à l’étain de mieux accrocher sur ces matériaux. Il augmente le pouvoir d’absorption par capillarité : l’étain s’insinue dans les plus petites ouvertures, entre les brins des fils… et s’étale spontanément sur une grande surface.
Pour la soudure électronique, le type le plus couramment utilisé est la soudure à la colophane sans plomb. Ce type de soudure est généralement constitué d’un alliage étain/cuivre. Vous pouvez aussi utiliser de la soudure au plomb 60/40 (60% d’étain, 40% de plomb), mais cela devient moins populaire en raison des problèmes de santé engendrés par le plomb (saturnisme), ainsi que de la réglementation. Si vous utilisez de la soudure au plomb, assurez-vous d’avoir une bonne ventilation, de ne pas respirer les vapeurs et de vous laver correctement les mains après usage.

Lorsque vous achetez de la soudure, assurez-vous de NE PAS choisir une soudure à l’acide car cela endommagerait vos circuits et vos composants. La soudure à l’acide est vendue dans les magasins de bricolage et est principalement utilisée pour la plomberie et le travail des métaux.
Comme nous l’avons déjà mentionné, la soudure existe en plusieurs diamètres différents. La soudure de diamètre plus épais (1,6 mm) est pratique pour souder des surfaces importantes plus rapidement, mais elle peut rendre difficile la réalisation de petites soudures . Pour cette raison, c’est une bonne idée d’avoir les deux tailles sous la main pour réaliser vos différents projets.
Troisième main
La « troisième main » est un appareil équipé de 2 pinces crocodile ou plus et parfois d’une loupe et/ou d’un éclairage intégré. Ces pinces vous aideront à tenir les éléments que vous voulez souder avec votre fer à souder et de la soudure. C’est un outil très utile pour tous les « makers ».

Souder en toute sécurité
Maintenant que vous savez quels outils et matériaux sont nécessaires, il est temps de parler des moyens de souder en sécurité.
Les fers à souder peuvent atteindre des températures de plus de 400°C. Il est donc très important de savoir où se trouve votre fer à souder à tout moment. Nous vous recommandons d’utiliser systématiquement un support de fer à souder pour éviter les brûlures ou autres dommages accidentels.

Assurez-vous que vous soudez dans un endroit bien ventilé. Lorsque la soudure est chauffée, les vapeurs dégagées sont nocives pour les yeux et les poumons. Il est recommandé d’utiliser un extracteur de fumées qui est un ventilateur avec un filtre à charbon actif qui absorbe les fumées nocives.
Portez également des lunettes de protection qui protègeront vos yeux en cas de projection accidentelle de soudure brûlante. Enfin, assurez-vous de vous laver correctement les mains lorsque vous avez fini de souder, surtout si vous utilisez de la soudure au plomb.
L’étamage de la panne
Avant de commencer à souder, vous devez préparer votre fer à souder en étamant la panne avec de la soudure. Ce processus aidera à améliorer le transfert de chaleur du fer à souder vers le composant que vous soudez. L’étamage aidera également à protéger la pointe et à réduire son usure.
Étape 1 : Commencez par vous assurer que la panne est bien fixée au fer à souder, et que l’embout est vissé fermement et bien fixé.
Étape 2 : Allumez votre fer à souder et laissez-le chauffer. Si vous avez une station de soudage avec un contrôle de température réglable, réglez-la entre 250°C et 280°C (à adapter selon les conditions locales).
Étape 3 : Essuyez la panne du fer à souder sur une éponge humide pour la nettoyer. Attendez quelques secondes que la pointe chauffe à nouveau avant de passer à l’étape 4.
Étape 4 : Tenir le fer à souder dans une main et la soudure dans l’autre. Touchez la pointe du fer à souder avec la soudure et assurez-vous que la soudure s’écoule uniformément autour de la pointe.
Il faut absolument étamer la panne de votre fer à souder avant et après chaque soudure pour prolonger sa durée de vie. Malgré tout, toutes les pannes s’usent et doivent être remplacées lorsqu’elle deviennent rugueuses ou piquées. Elles ne permettent plus de réaliser des soudures correctes et l’argent que vous dépenserez en remplaçant votre panne de fer à souder sera largement compensé par le temps gagné par la suite (pannes, mauvais contacts, soudures sèches etc.)
Comment souder
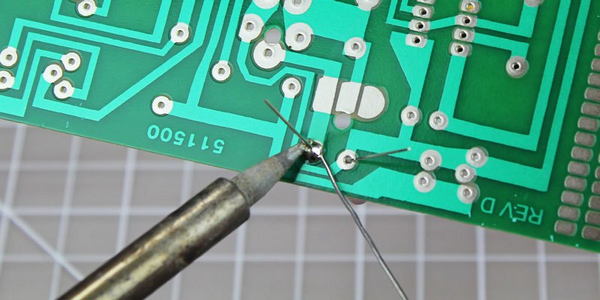
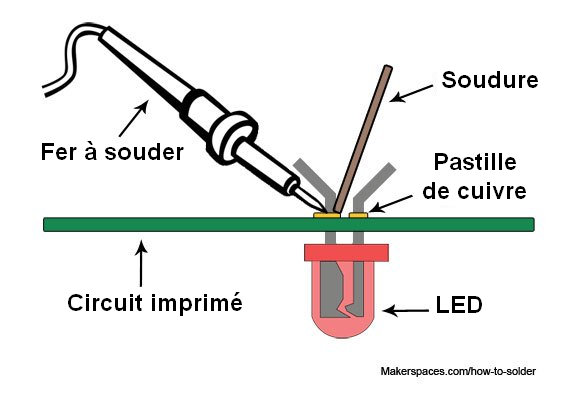
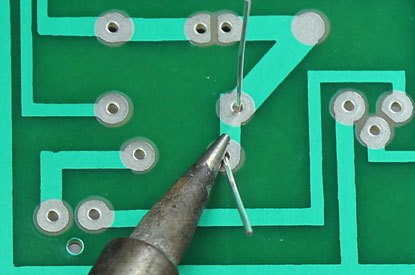
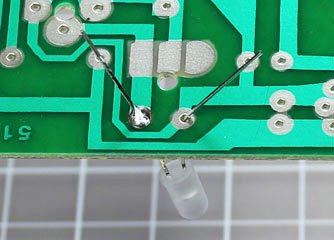
Pour mieux expliquer comment souder, nous allons vous le montrer avec une application réelle. Dans cet exemple, nous allons souder une LED à un circuit imprimé. (les commentaires de la vidéo sont en anglais mais les images parlent d’elles-mêmes)
Étape 1 : Monter le composant – Commencez par insérer les fils de la LED dans les trous de la carte de circuit imprimé. Retournez la carte et pliez les fils vers l’extérieur suivant un angle de 45°. Cela permettra au composant d’établir une meilleure connexion avec la pastille de cuivre et surtout d’éviter qu’il ne tombe pendant la soudure.
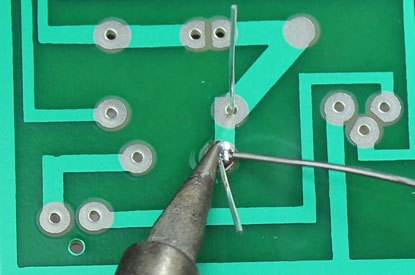
Étape 2 : Chauffer la jonction – Mettez votre fer à souder en chauffe, et s’il est muni d’un réglage de température, réglez-la entre 250°C et 280°C (à adapter selon vos conditions locales). Maintenant étamez légèrement l’extrémité de la panne (pour augmenter le contact thermique) et appuyez la sur la pastille en cuivre ET sur le fil simultanément. Vous devrez maintenir le fer à souder en place pendant 3 à 4 secondes afin de chauffer la pastille de circuit imprimé et le fil.
Étape 3 : Appliquer la soudure à la jonction – Continuez de maintenir le fer à souder sur la pastille en cuivre et le fil puis toucher la jonction avec la soudure. IMPORTANT – Ne mettez surtout pas la soudure directement sur la panne du fer à souder mais DE L’AUTRE COTÉ. La jonction doit être suffisamment chaude pour faire fondre la soudure lorsqu’elle la touche. Si la jonction pastille/fil est trop froide, la soudure établira une mauvaise connexion.
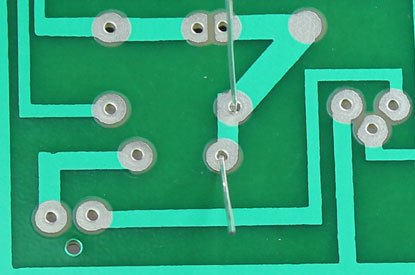
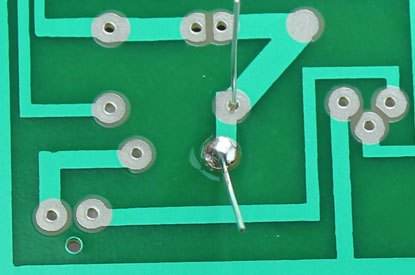
Étape 4 : Coupez les fils – Enlevez le fer à souder et laissez la soudure refroidir naturellement. Ne soufflez pas sur la soudure car cela provoquerait une mauvaise connexion. Une fois l’ensemble refroidi, vous pouvez couper le fil excédentaire.
Une bonne soudure doit être lisse, brillante et ressemble à un volcan ou à un cône. Il faut apporter juste assez de soudure pour couvrir toute la jonction, mais pas trop pour qu’il ne se forme pas une boule ou que la soudure déborde sur un fil ou sur une pastille de circuit imprimé proche.
[stextbox id=’warning’ caption=’Le conseil du pro’]Entraînez vous à souder sur des chutes de circuits avec des résistances (ça ne coute pas cher). L’opération doit devenir une sorte de « réflexe » et plus vous pratiquerez plus vos soudures seront jolies :)[/stextbox]
Comment souder des fils
Maintenant, nous allons vous expliquer comment souder des fils ensemble. Pour ce processus, il est recommandé d’utiliser une troisième main ou un autre type de dispositif de serrage/maintien.

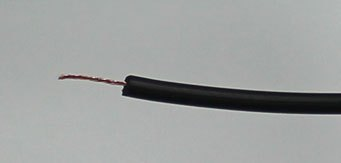
Commencez par retirer l’isolant des extrémités des deux fils que vous voulez souder ensemble. Si le fil est multibrins, torsadez le avec vos doigts.
Assurez-vous que votre fer à souder est suffisamment chaud (faites fondre un peu de soudure dessus, de plus ça améliorera le contact thermique) et touchez la partie dénudée du fil avec la panne du fer à souder. Maintenez-la sur le fil pendant 3-4 secondes. Sur du fil très fin, ou si la gaine du fil est sensible à la chaleur et fond, réduisez le temps de contact.
Gardez le fer à souder en contact avec le fil et mettez la soudure en contact avec le fil (PAS AVEC LA PANNE). Ajoutez de la soudure jusqu’à ce la partie visible du fil soit entièrement étamée (couverte de soudure).
Faites la même opération sur l’autre fil.

Maintenez les deux fils étamés l’un contre l’autre l’autre, déposez un peu de soudure sur la panne du fer à souder (meilleur contact thermique) et touchez les deux fils avec la panne du fer à souder. Cela doit faire la soudure qui s’étale alors uniformément sur les deux fils. Éventuellement ajoutez un peu de soudure si les fils ne sont pas recouverts.

Retirez le fer à souder et attendez quelques secondes pour que la soudure refroidisse et durcisse. Ne soufflez surtout pas dessus ! Utiliser un morceau de gaine thermorétractable thermorétractable pour recouvrir la connexion.

Nettoyage des soudures
L’opération de soudure laisse autour de la soudure des traces du flux qui se trouve au cœur du fil de soudure. Il reste parfois également des « scories », genre de cendres noires qui détériorent l’aspect du circuit imprimé.
Il existe des solutions de nettoyage comme ce nettoyant de flux de soudure. Son emploi nécessite d’importantes précautions et un respect strict des règles de sécurité :
Dangereux, respecter les précautions d’emploi. Aérosol extrêmement inflammable. Récipient sous pression: peut éclater sous l’effet de la chaleur. Provoque une sévère irritation des yeux. Peut provoquer somnolence ou vertiges. Nocif pour les organismes aquatiques, entraîne des effets néfastes à long terme.
- P102 : Tenir hors de portée des enfants
- P210 : Tenir à l’écart de la chaleur / des étincelles / des flammes nues / des surfaces chaudes. – Ne pas fumer
- P211 : Ne pas vaporiser sur une flamme nue ou sur toute autre source d’ignition
- P251 : Récipient sous pression : ne pas perforer, ni brûler, même après usage
- P261 : Éviter de respirer les poussières / fumées / gaz / brouillards / vapeurs/aérosols
- P271 : Utiliser seulement en plein air ou dans un endroit bien ventilé
- P410 + P412 : Protéger du rayonnement solaire. Ne pas exposer à une température supérieure à 50°C/122°F
- P501 : Éliminer le contenu/récipient conformément à la réglementation locale/régionale/nationale/internationale
- H222 : Aérosol extrêmement inflammable
- H229 : Récipient sous pression: peut éclater sous l’effet de la chaleur
- H319 : Provoque une sévère irritation des yeux
- H336 : Peut provoquer somnolence ou des vertiges
- H412 : Nocif pour les organismes aquatiques, entraîne des effets néfastes à long terme

Ces produits sont utilisés dans l’industrie, normalement avec les précautions requises (?). Pour une utilisation personnelle, c’est vous qui voyez…
Pour aller plus loin
La soudure est utilisée dans de nombreux autres domaines que celui des makers. Lorsqu’il s’agit de matériel destiné à être soumis à de fortes contraintes ou ne devant pas tomber en panne (spatial, aéronautique, médical, automobile…) des contraintes sévères régissent la réalisation manuelle des soudures (il en reste qui ne sont pas réalisée par des machines 🙂 . Vous pouvez en découvrir un exemple avec ce référentiel du CNES.

Cliquez pour accéder au document .PDF
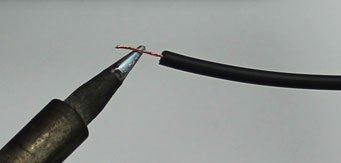
Vous pouvez également consulter cette « bible » de la NASA, en particulier à la page 72 😉
Cliquez pour accéder au document .PDF
Vous y découvrirez en particulier cette méthode utilisée pour relier 2 fils bout à bout.
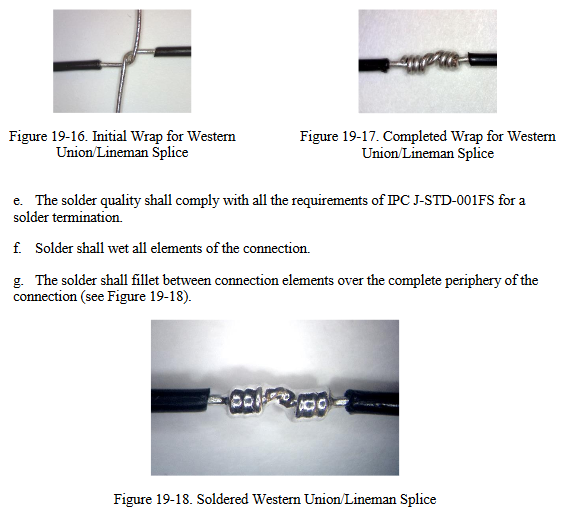
Raccordement de deux fils – NASA
Ayant travaillé plusieurs années dans la maintenance informatique/électronique aéronautique embarquée, j’ai toujours été très sensible à ce genre de considération et à la qualité des soudures.

Cliquez pour accéder au document PDF
Pour aller plus loin dans les notions de sécurité lors des opérations de soudure, vous lirez avec intérêt cette fiche de l’INRS qui relève les différents risques susceptibles d’être rencontrés.
(merci à Geo pour ces informations)
Dessoudage
L’avantage de l’utilisation de la soudure, c’est qu’elle peut être facilement enlevée par une technique connue sous le nom de dessoudage. Ceci est pratique si vous avez besoin de retirer un composant pour le remplacer ou d’apporter une modification à votre circuit électronique.
Pour enlever une soudure joint, vous pouvez utiliser de la tresse à dessouder. C’est une tresse en cuivre ou en laiton qui va absorber la soudure par capillarité.
Étape 1 – Placez un morceau de tresse à dessouder sur le dessus de la soudure que vous voulez enlever.
Étape 2 – Vérifiez que votre fer à souder est chaud, appliquez la panne sur la tresse. Ça va chauffer la soudure en dessous, qui sera ensuite absorbée dans la tresse de dessoudage par capillarité.
Dessoudage d’une LED
Vous pouvez ensuite enlever la tresse pour vérifier que la soudure a bien été enlevée. Si besoin, renouvelez l’opération. Éliminez le morceau de tresse utilisé avec une pince coupante. Faites attention en touchant la tresse car elle devient très chaude et vous risquez de vous bruler. 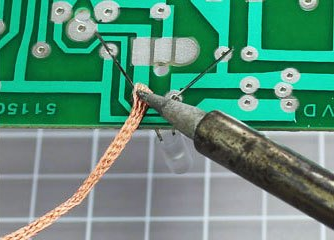
Facultatif – Si vous avez beaucoup de soudures à enlever, vous pouvez utiliser un dispositif appelé aspirateur de soudure. ou pompe à dessouder. Il s’agit d’un aspirateur mécanique portatif qui aspire la soudure à chaud lorsqu’on appuie sur un bouton. Cela crée une dépression dans le cylindre et la soudure est aspirée.
Pour l’utiliser, enfoncez le piston de la pompe à dessouder jusqu’à son verrouillage. Chauffez la soudure avec votre fer à souder jusqu’à ce qu’elle fonde. Placez la pointe (généralement en téflon) de la pompe à dessouder sur la soudure fondue. Appuyez sur le bouton de déverrouillage pour aspirer la soudure liquide. Pour vider l’aspirateur de soudure, appuyez sur le piston en vous écartant des cartes de circuit imprimé pour éviter les court-circuits. De temps en temps il faudra démonter la pompe et procéder à un nettoyage plus poussé.

Enfin, il existe également des « stations de dessoudage » automatique. Ici l’action mécanique du piston est remplacée par une pompe à vide. Le niveau de vide est réglable (bouton VACUUM). On peut également régler la température du fer. Le fer est doté d’une panne creuse. Un bouton situé sur le manche du fer permet de déclencher la pompe à vide. Un filtre situé à la sortie de la panne retient les morceaux de soudure et facilite le nettoyage. Son prix est plus élevé que celui de la pompe mécanique.

Conclusion
J’espère que ce tutoriel sur la soudure fournira les informations nécessaires à ceux qui veulent se lancer dans des réalisations nécessitant des soudures, et pourquoi pas dans les associations ou les FabLab. N’hésitez pas à faire un retour de votre expérience avec ce guide. Les commentaires ci-dessous sont là pour ça 🙂
Ne vous arrêtez pas trop vite. Au début c’est normal que vos soudures soient ternes, irrégulières, que la gaine des fils fonde etc. Persistez… Plus vous réaliserez de soudures plus cela deviendra naturel et vous ne vous poserez plus de questions.
Ne lésinez pas sur le matériel. Vous ne ferez pas les mêmes soudures avec du matériel très bas de gamme. Même si certains vous diront que « ça va très bien », la qualité du fer à souder, de sa panne et celle du fil de soudure que vous utilisez sont primordiaux. Après c’est bien entendu une question de moyens…
Un grand merci à MakerSpaces et à son CEO Andrew qui m’a autorisé à traduire cet article pour les lecteurs francophones de framboise314.
L’article original du tutoriel sur la soudure est sur le site de MakerSpaces, vous pouvez y accéder si vous avez des doutes sur ma traduction 😉
Complément : Des cartes prototypes conçues en France par uPESY

La société française uPesy propose des cartes de prototypage, destinées à accueillir vos montages et vendues sous forme de Kit. Ainsi vous pouvez passer très facilement d’un montage électronique sur une Breadboard à un circuit électronique définitif. Les pastilles perforées pré-étamées sont reliées entre elles comme sur une Breadboard classique. Le quadrillage du circuit imprimé est numéroté sur les 2 faces, pour faciliter le transfert du montage électronique de la plaque d’essai (BreadBoard). Vous gagnerez beaucoup de temps.
Les cartes sont en circuit imprimé (PCB) en époxy FR4 noir de haute qualité. Les trous sont bien centrés et les pastilles sont très résistantes au fer à souder, elles ne s’enlèvent pas lorsqu’on utilise une pompe à dessouder.
Sources
- https://www.makerspaces.com/how-to-solder/
- https://www.kubii.fr/outils-raspberry-pi/1949-kit-de-fer-a-souder-complet-9en1-debutant-60w-kubii-3272496008076.html
- Twitter @Makerspaces_com
- Facebook Fb.com/Makerspaces
s’il est possible d’acheter du flux décapant « pur » (sans métaux de brasure), est-il possible de se fournir en « étain » (alliage) ne comportant aucun flux ?
Je n’ai jamais réussi à en trouver, peut-être que cela porte un nom spécifique ?
PS: pour la plomberie, j’en ai trouvé, mais pas pour l’électronique (brasure tendre).
un article plutôt complet, je rajouterais simplement comme précision que :
Le flux décapant agit par 3-4 principes pour permettre de réalise une meilleur soudure.
– il élimine l’oxydation présente, et permet donc à l’étain d’accrocher
– il augmente/maximise le pouvoir d’absorption capillaire (l’étain est aspiré dans les plus petites aspérités)
– il permet également à l’étain de s’étaler sur une grande surface de manière spontané, un phénomène qui surpasse la gravité.
NB: ces 3 points voient leur degré d’efficacité varier fortement tant que le matériau à étamer n’ait pas atteint la température de fusion de l’étain.
Bonjour
Pour l’électronique, je n’ai jamais vu de soudure sans flux.
Merci pour les précisions que vous apportez, je vais les intégrer dans l’article 🙂
et les faire figurer dans la prochaine version de l’ebook
cordialement
François
alors si ça doit être publié, je me doit de me renseigner sur les terme exacte ^^’
quelque minute plus tard :
1) désoxydant, puis, le pouvoir de mouillage (c’est grosso-modo, le pouvoir d’étalement, à l’inverse de l’eau sur une feuille de lotus, l’inverse des gouttes de la rosé du matin sur les plantes)
2) le pouvoir capillaire (contact de l’étain jusque dans les plus petit recoins, rentrant dans les petites cavités, comme une éponge)
3) le pouvoir de diffusion ( c’est la tendance à l’homogénéisation de la répartition des différents composés de l’étain sur l’ensemble de la surface, une sorte d’équilibrage de niveaux en taux de concentration, c’est ce même phénomène qui permet l’échange de CO² et de O² entre les poumons et le sang)
PS: je me questionnais sur l’existence d’étain sans flux, car la quasi totalité des risques sur la santé proviennent des émanations des flux.
Voici un lien concis exclusivement sur le brasage tendre qui répertories tout ça assez bien, provenant de l’INRS (institu national de la recherche sur la santé et la sécurité au travail)
http://www.inrs.fr/dms/inrs/CataloguePapier/ED/TI-ED-122/ed122.pdf
Bonjour
🙂 merci mais le complément d’info était déjà bien complet.
Il ne s’agit pas de donner des détails physico-chimiques qui pourraient effrayer de jeunes lecteurs (ou des plus vieux 😀 ). C’est surtout de comprendre que la soudure DOIT s’étaler et remplir les moindre anfractuosités… Après si les personnes sont intéressées, elles feront des recherches plus approfondies.
je vais aussi ajouter le document de l’INRS. Même si le gars est en train de souder sur ce qui ressemble à un poste de radio des années 60 😀 😀 c’est important d’être conscient des dangers de cette opération
cordialement
François
je comprend tout à fait… je suis sûrement plus curieux que la moyenne. ^^’
et leur place en commentaire est donc tout à fait justifié ! 😀
spécialement les 2 points suivant :
– beaucoup confondent mouillage et pouvoir capillaire… l’étalement spontané c’est le mouillage, en majeur partie.
– le pouvoir de diffusion n’a rient à voir avec l’étalement (mécanique), il est à l’image du mélange de sirop dans l’eau. Suivant les alliages et le type de signaux, ce critère peut être décisif.
On va pas se mentir, les cas concernés se tiennent dans un mouchoir de poche (principalement télécom’ & énergies).
Un point que j’ai oublié d’évoquer, que j’ai vécu dans mon BTS électronique : les résidus baveux des soudures (principalement résidu de flux) sont parfois conducteurs, et les circuits ne deviennent alors opérationnels qu’une fois nettoyés.
Je viens de tomber par hasard sur de l’étain sans flux, pour la première fois, en cherchant une pince spéciale sur le fameux site d’ifixit.
Ils appels le flux « rosin core » (ou « rosin flux core »).
l’étain AVEC flux, et AVEC plomb :
Leaded Solder Wire 63/37 Tin, 4oz
alliage >> Sn63/Pb37 (étain /plomb) + 2,2% de flux
point de fusion >> 183°C (361°F)
l’étain sans flux, ni plomb (lead) :
Solder ROHS Lead Free Rosin Core (unleaded version)
alliage >> Sn-96,5% / Ag-3% / Cu-0,5% (étain /argent /cuivre), sans flux (No clean rosin core solder)
point de fusion >> ?? je le suppose plus haut du fait de l’absence de plomb… mais +10, 20 …200°C, aucune idée
https://fr.ifixit.com/Boutique/Tools/Solder-ROHS-Lead-Free-Rosin-Core/IF317-067-1
Puisque c’est le vocabulaire qui m’a fait défaut, je le partage.
voici donc quelques éléments de vocabulaire pour chercher de votre coté :
soudure qui contient du plomb >> leaded solder
…qui ne contient pas de plomb >> unleaded solder / lead free solder / no lead solder / solder without lead / RoHS solder
soudure sans flux >> No clean rosin core solder / rosin core free solder …
ATTENTION
1) L’étain sans flux est particulièrement inefficace pour étamer les métaux crasseux ou oxydés (les pistes, les pannes de fer, les fils…), voyer ce que donne une vielle tresse à dessouder avec un étain classique, alors imaginez sans flux. Il est donc judicieux d’utiliser les 2, le flux pour décaper une première fois si nécessaire, puis l’étain sans flux pour travailler plus sainement.
2) l’étain RoHS (sans plomb) demande une température plus élevé, parfois, sensiblement plus élevé… certains composants ne supporte pas la moindre intervention à ces températures (exemple: les boutons poussoirs à 2 pattes, cheap). Préférez alors l’étain classique (basse température > autour de 180°C) pour ces quelques cas si vous les rencontrez (ou une simple torsion du câble pour faire contact).
J’espère avoir fait quelques heureux : )
pour comparaison les 180°C nécessaire à la soudure classique, voici un étain sans plomb, avec du flux :
alliage >> Sn-99,3% /Cu-0,7% (étain /cuivre) + ?? % de flux
point de fusion >> 230°C (446°F)
Attention, “No clean rosin core solder” est à interpréter comme “[No clean] rosin core solder”. No clean veut dire qu’il n’y a pas besoin de nettoyer les résidus de flux, en théorie. Mais le flux est bien là !
ok, merci pour la précision : )
Bonjour,
Pour faire plus court que la dernière tentative de dépôt de commentaire.
Je ne suis pas fan du pliage des pattes des composants pour la simple raison que cela peut rendre plus difficile de dés-soudage.
Avant de dés-souder, je prends l’habitude d’ajouter un peu d’étain pour augmenter la taille de la bille à enlever facilitant l’extraction complète de cette dernière.
Le piston de la pompe à dés-souder fait que la carte à réparer peut bouger au moment de son déclenchement alors attention au fer à souder.
Remarques qui n’entachent pas la qualité de vos articles que je prends plaisir à lire.
Cordialement,
LeDub
merci 🙂
ayant travaillé sur du matériel professionnel embarqué (chez Matra) et soumis à des vibrations, j’ai pour ma part appris à plier les pattes des composants avant soudure ce qui disait-on rendait la liaison plus fiable 🙂 et les composants ne sont pas sensés être dessoudés, sauf cas très rares…
bonjour,
j’ai une diode (stth1602 cg) à changer mais je ne parviens pas à l’enlever car le « dos » de la diode semble soudée à la carte. j’ai essayé de chauffer mais elle ne bouge pas. savez vous comment je dois m’y prendre pour l’enlever ?
en vous remerciant
cordialement
Bonjour,
merci pour cet article. J’ai essayé quelques soudures de composants et j’ai été amené à devoir relier deux composants entre eux sans piste préexistante sur la carte.
J’ai tenté 2 méthodes:
-un fil dénudé aux bouts a très bien fait le travail
-un fil de cuivre non protégé m’a posé souci: j’imagine que celui ci est protégé contre l’oxydation et j’ai tenté la soudure en espérant que la chaleur ôterait l’isolant…. mais non. Le courant ne passe pas.
Y a t-il une méthode pour utiliser ces fils de cuivre sans gaine ?
merci
Bonjour
Il vient d’oû ce fil de cuivre ?
Possible que ce soit du fil émaillé ?
Essayez de gratter avec un cutter (mais ça le fragilise)
Ou de passer un papier de verre fin
Regardez ce post je montre comment je l’utilise pour du fil 2/10mm émaillé
https://m.facebook.com/story.php?story_fbid=1969345656497852&id=365454566886977
Tenez moi au courant
Bonjour,
merci pour votre célérité et votre réponse qui m’a aidé !
Effectivement il y a un revêtement qui est parti au papier de verre pour du fil de 4/10 mm (origine inconnu au fond d’un tiroir…).
J’ai aussi du 1/10 mais là ça va être coton 🙂
merci encore
Bonjour,
Vous avez sûrement utilisé le terme soudure au lieu de brasure pour que l’on puisse vous trouver sur le net. En effet, c’est une confusion très courante, la preuve, on appelle fer à souder un appareil qui chauffe à 400°C, à cette température, on ne fait pas fondre beaucoup de métaux.
un plombier ne soude pas non plus, il brase.
Cependant, vous utilisez le terme de soudure pour décrire le métal d’apport (étain ou autre) ce qui là, n’est plus un abus de language mais une erreur.
La description que vous faites donc d’une soudure est fausse;
Soudure:
Procéder qui consiste à assembler deux parties distinctes ou plus (pas nécessairement des métaux, on fait aujourd’hui des soudures plastique par exemple) en les fusionnant (en les emmenant à leurs points de fusion). Ce qui a pour effet de créer une continuité où les matériaux assemblés se retrouvent mélangé dans le cordon de soudure, contrairement à la brasure, qui n’emmène que le métal d’apport au point de fusion (la pièce de cuivre, elle, reste intacte.)
La grosse différence qui nous intéresse ici, c’est que l’on peut désassembler notre composants électroniques sans l’endommager. Si il avait été soudé, cela ne serait pas possible.
Cordialement,
Bonjour Benjamin
merci pour ce commentaire
comme vous l’avez sans doute vu dans l’article j’ai précisé :
« L’opération pratiquée en électronique est bien une brasure. Mais depuis des décennies les électroniciens emploient le terme de soudure. Je maintiendrai ici cette tradition 😉 »
Je n’ai fait qu’utiliser le vocabulaire que j’utilise depuis… les années 1970 quand j’ai reçu ma formation d’électronicien (j’ai commencé sur les tubes 😉 )
Je n’ai jamais entendu un électronicien demander de la brasure, il a toujours été question de soudure.
Et des vendeurs comme Farnell utilisent aussi le terme de soudure pour désigner le fil fusible (https://fr.farnell.com/w/c/outils-fournitures-de-production/stations-de-soudage-accessoires/soudure/fils-de-soudure).
Après vous avez complètement raison, mais je pense que comme frigidaire ou mobylette, ce terme est passé dans le langage courant des électroniciens.
cordialement
François
Effectivement je n’avais pas vu l’entête.
Je reconnais que j’utilise aussi ce terme, c’est pourquoi j’ai commencé mon commentaire expliquant que c’était rentré dans le langage courant et ce même pour les plombiers.
Ma précision ce portrait plus sur le fait que « soudure » est utilisé dans le tutoriel à la place de « métal d’apport » (ou « fil de soudure »). Je voulais bien faire le distinguo entre le procéder et le matériel, mais je ne pouvais pas vraiment clôturer sans m’expliquer, et pour m’expliquer, le mieux était de donner les définitions.
J’ai une question :
Comme vous l’aurez deviné, je me mets à la soudure électronique 😉 je viens d’acheter un fer à souder et la notice me conseille d’utiliser de la pâte à souder pour protéger le fer, sans autre explication bien sûr. Serait-ce à étaler sur la panne pour la préserver ? Et surtout, est-ce utile ?
Cordialement,
Benjamin
une panne de fer à souder n’a qu’un seul rôle : dissiper la chaleur sur une géométrie donné.
Elle présente différentes caractéristiques, dont sa géométrie, et sa durabilité (son alliage, son assemblage, son usinage, son revêtement…).
Le revêtement de la panne, permet à la brasure de s’accrocher, d’adhérer (ni trop, ni pas assez). La panne s’oxyde avec le temps, et plus elle est mise à chauffer, plus vite elle vieilli …c’est inévitable, et complètement naturel. Le vieillissement de la panne est encore accéléré en la frottant contre de l’eau, des « éponges » métalliques, etc. pour le nettoyage à chaud.
…utiliser la tranche d’une feuille de papier comme si c’était une brosse est tout aussi efficace, et bien moins agressif …pareil pour du carton, qui dure plus longtemps, et pareil pour un planche de parquet meuble, qui est nettement plus durable (on a toujours des chutes).
La pâte à souder est plus souvent utilisé pour les CMS, car ça fait office de colle visqueuse pour placer des éléments qui sont balayés par une simple respiration. La pâte comporte 1) de l’étain classique, 2) du flux pour décaper, et 3) un composé additionnel pour rester sous forme visqueuse à température ambiante (comme la pâte thermique siliconé pour les radiateurs de processeurs).
Mon conseil est le suivant :
si vous n’employez pas de CMS, oubliez la « pâte » à souder. C’est de loin le produit qui expose le plus votre santé, d’autant plus que rare sont les particuliers à s’équiper de ventilation propre à cet usage.
Pour bien souder :
S’ÉQUIPER –> un bon fer à souder, une bonne panne (ce qui n’empêche pas de débuter avec les 2 en premier prix), un fil à souder SANS flux (qui ne décape pas), et pour finir un fil DE flux.
NB: comparativement, seul le flux est dangereux pour la santé, le reste ne crée que très peu d’émanations
Si la surface à souder présente de l’oxydation, ou bien si l’accroche mécanique est importante, décapez avec le flux …pour tous les autres cas, soudez simplement à l’étain pur (sans flux)
PROCÉDÉ –> chauffer LES surfaces concernés, mettez l’étain en contact, retirez le fer
NB: attention certains composants sont très sensible à la chaleur, il faudra leur privilégier une brasure à température de fusion « froide » (plus basse que les autres en moyenne). Privilégiez un chauffage fort et bref à un chauffage « doux » mais prolongé.
Vous tenez là l’essentiel de la pratique.
Ping : Les bulletins Radioamateurs de la semaine 21 | Radio club du Borinage
Bonjour,
Vous êtes vous déjà attaqué à des travaux sur des cartes mères apple, de mac mini ou imac par exemple ?
Est-ce que les techniques et le matériel présentés dans cet article pourraient suffire pour souder sur ce type de cartes assez miniaturisées ?
Sinon que conseilleriez vous ?
Bien cordialement
Bonjour Jacques
non je pense que le fer à souder et ces matériels ne feront pas bon ménage
la soudure des CMS demande du matériel comme des fers à air chaud, des systèmes de positionnement des composants. certains makers le font mais cela nécessite vraiment une grande expérience et habitude
…ça nécessite surtout du bon matériel (un fer bien régulé) …en plus d’une certaine habitude.
que ce soit pour du Apple miniaturisé, une PS4 ou un PC portable… il faut souvent chauffer vite, localement, et pas trop fort en regard du composant.
C’est pour ces raisons que l’on préfère parfois faire appel à une réparation pro …qui de toute manière de touchera pas à un fer à souder, mais changera toute la carte-mère. =,=’
Merci pour ces informations !
Merci pour ces précisions !
Cordialement
Merci pour les précisions !
Pour les soudure sur ordi portable, j’ai réparé un Asus dont la prise de charge avait été dessoudé par une utilisation un peu brutale (la carte mère était carrément fendue à cet endroit) et c’est passé tout seul, mais là on est sur l’extérieur de la carte mère, et on travail sur une pièce assez grosse quand même. A voir d’où vient ton problème donc.
Je pourrais difficilement t’aider cependant, je ne suis pas un expert, si j’ai réussi a réparé l’ordi d’un ami, c’est parce-que la panne était assez évidente (chargeur fonctionnel mais ordi qui ne charge pas)
Mais ça vient peut être pas directement de la carte mère mais d’un autre composant (disque dur, ventilo…) Ce qui pourrait rendre la réparation réalisable on va dire, après c’est pas toujours évident de trouver les pièces de remplacement identique qui te permettrai de refermer le boîtier mais la conversion d’un portable en pc fixe, c’est jouable xP
Bonjour,
Aucun rapport avec la soudure électronique mais, je me retrouve confronté à un problème pour souder deux fils sur un bateau, en effet, la soudure doit s’effectuer quasiment à la verticale avec peu d’espace autrement dit, le soudure à effectuer se trouve au dessus de ma tête.
Or, je me doute bien qu’en effectuant ma soudure, l’étain risque de tomber par gravité au lieu de prendre directement sur les broches.
Effectuer une soudure aucun problème mais qu’elle soit à effectuer au dessus de ma tête, j’ai bien peur que cela ne marche pas.
J’avais pensé à mettre l’étain sur le fil comme habituellement, rapprocher le fil de la broche et solidarisé les deux en le chauffant, cela marchera-t-il ?
Merci d’avance,
Cordialement.
Bonjour
Normalement si vous étamez le fil ET la broche ça va le faire
Il y a la gravité mais aussi la capillarité et la soudure remonte le long des fils quand vous soudez…
vous pouvez remettre un peu d’étain en complément ensuite mais ce n’est pas toujours possible selon le type de fil
j’ai fait ça sur de la DB ou de la DB25 et ça tient
avec les vibrations du bateau il faut vraiment assurer les soudures car elles sont fragilisées à la longue.
et vous y avez surement pensé mais… si vous êtes dessous pensez à porter des lunettes de sécurité on ne sait jamais
cordialement
François
Très bien,
Merci mais comment « assurer la soudure » s’il vous plaît ?
Merci
il y a une solution un peu particulière pour ce genre de contexte. Le but étant de limiter la « fuite » de l’étain autour de la zone de contact fil contre fil.Les points le plus important sont de ne pas étamer les fils avant soudure, et de couper les sections le plus droit possible, avec une Dremel à disque par exemple (et non pas à l’aide d’une pince).
1) couper les fils
couper les 2 fils à souder afin de présenter une surface de section la plus grande et plate possible (très important mécaniquement)
2) décaper et étamer
A) si vous utilisez de l’étain en rouleau (décape ET étame) : si votre panne est propre, placez-y une goute de même diamètre que votre fil, puis approchez-le tel une aiguille vers son fil à coudre afin de n’étamer que la section.
NB: ne pas trop tarder entre le dépôt de la goutte et l’étamage, sans quoi, l’essentiel du flux se sera volatilisé.
B) si vous utilisez de la pâte ou moins visqueux (décape) : à l’aide d’un ustensile fin, en comparaison du fil (aiguille, cuter, tourne-vis…), appliquez-en sur la section (sans déborder sur les cotés –> méthode aiguille à coudre), puis chauffer la partie à décaper (transversale)
NB: si le flux est liquide, un coton-tige peut faire l’affaire, mais n’appuyez pas fort, sous peine de décaper la surface longitudinale.
C) votre fil étant décapé, vous pouvez étamez les sections indépendamment, toujours en prenant soin de ne pas déborder. (de la même manière qu’avec de l’étain en rouleau)
3) souder
rajouter de l’étain sur le brin du haut, présentez les 2 fils l’un contre l’autre, chauffez par le fil du haut, l’étain se liquéfie, poussez les fils l’un en face de l’autre (l’étape la plus délicate à faire), retirez la panne tout en maintenant les fils. laisser refroidir (ou soufflez dessus).
NB: en se liquéfiant, le conducteur métallique va faire déborder l’étain, et aspirer l’étain le long du fil (à la manière de Neo vs agent Smith dans Matrix). Mais ayant été mesuré sur la dose, il n’y a pas assez de matière pour former de bourrelet.
NB : si toute fois vous estimez qu’il n’y a pas suffisamment d’étain, rajoutez-en pas le brin du haut, en très petite quantité.
PS: plus l’alliage est neuf ou préservé (pas oxydé), et plus l’effet d’aspiration par capillarité est fort (l’effet à la Matrix). il vous est alors possible de salir le fil (avec de la graisse par exemple), pour stopper cet effet à une délimitation donné.
oubli
la résistance mécanique provient de 2 facteurs :
1) la proximité finale, l’alignement, et la correspondance des surfaces en contact dans la soudure
–> l’étain étant bien plus mou que l’alliage du conducteur, il présente avec le temps des déformation propice à un décollement du conducteur avec l’étain, ou une cassure de ce dernier.
2) le débordement de la soudure sur la zone adjacente
–> qui permet de démultiplier la résistance au contraintes mécaniques (externe ou pas), par exemple la flexion.
NB : utiliser l’effet capillaire pour souder et étamer, permet d’avoir le plus haut potentiel d’adhérence sur le conducteur.
Bonjour,
J’ai lu votre article avec interet et utilisé pour effectuer une réparation sur un circuit imprimé d’une commande de portail automatique . Il s’agit d’une carte CAME ZA3, mais c’est un détail.
Voilà, situé à l’extérieur ce circuit a souffert d’un court circuit juste après l’arrivée de l’alimentation en 230V, sur la partie du circuit imprimé avant les fusibles. Ceux-ci n’ont pas « cramé », la carte est donc toujours en bon état. Ce court-circuit a été surement provoqué par un insecte, il y avait donc une coupure sur les deux circuits en cuivre qui provenait du connecteur d’alimentation..
Je suis « nul » en soudure. Après nettoyage et avoir « enlevé le vernis » et gratté pour voir le cuivre des deux circuits, j’ai posé une « soudure », plutôt un pâté d’étain, non sans difficulté tellement j’ai deux mains gauches.
J’ai limé ces soudures de réparation pour creer un intervalle suffisant (2 mm) entre ces deux réparations. J’ai vérifié, la continuité est à nouveau assuré, j’ai testé avec un multimètre, le circuit est rétabli entre les bornes concernées et seulement elles.
Je me pose deux questions qui sont sans réponses :
1 – ces pâtés en étain qui remplacent le circuit en cuivre détérioré, supporteront-ils le passage d’un courant 230 V, ils sont tout de même assez « gros », de l’ordre de 2 à 3 mm de large et un demi centimètre de long ?
2 – cette carte étant située dans un boitier en extérieur, la possibilité d’humidité et de condensation est plus que probable, il me semble qu’il faudrait poser un vernis ou une « cire » sur ces deux réparations pour éviter un contact entre ces deux circuits. J’envisageais d’utiliser un pistolet a colle pour isoler ?
Merci d’avance de vos conseils.
Bonjour Christian
effectivement vous vous posez les bonnes questions 🙂
la réparation à l’étain est une solution. Pour ma part je remplace la piste par un morceau de fil de cuivre que je soude pour remplacer la coupure de piste
selon la piste ça peut aller d’un brin unique d’un fil multibrins à un morceau de fil électrique de gros diamètre. Le cuivre assure la conductivité et la soudure le fixe sur les pistes.
Gratter les pistes est la bonne démarche, il faut mettre le cuivre à nu pour assurer la bonne « prise » de la soudure
Pour les installations extérieures c’est plus compliqué, mais il faudrait revernir le circuit. Je ne sais pas si le vernis à ongle serait suffisant pour ce genre de protection.
j’utilise plutôt du topicoat https://www.amazon.fr/acrylique-isolant-Tropicoat-Jelt-007361
que je connais depuis des décennies, du temps ou je faisais la maintenance de points de relais en montagne…
j’espère avoir répondu à vos questions
n’hésitez pas si vous avez besoin d’autres infos
cordialement
François
Merci beaucoup pour votre compétence et la rapidité avec laquelle vous répondez à un … bricoleur du dimanche matin.
La réparation était en étain pour une coupure de piste d’un demi centimétre, j’espère que cela ne va pas « chauffer » …
J’ai remis en place la carte dans son coffret en extérieur et cela fonctionne parfaitement. Bon, le temps est au beau fixe et pas une larme d’humidité. Mais j’ai tout de même mis une belle couche de colle avec un pistolet, en fait c’est plutôt un plastique qui fond à basse température, style pistolet à colle transparente. J’en ai mis un belle …épaisseur pour rester dans l’esthétique qui m’est très personnelle. Cela ne gênait en rien la fixation dans le coffret qui laisse un vide par des entretoises … Bon, le circuit CAME ZA3 n’existe plus, obsolescence programmée est-tu là, donc si changement du circuit il faut refaire toute la connectique et puis … autour de 180€ et plus, cela compense largement les quelques heures passées au diagnostic et à la réparation.
Je n’ai pas pensé au vernis à ongle, mais cela me semble une bonne idée. Donc, encore merci.
bonjour
je dois changer un condensateur sur une carte mère de radiateur électrique mais celui ci est couché et collé sur la carte, comment vous faites pour retirer cette colle ou vernis sans abimer la carte ? merci a vous
Bonjour
Ca depend bien sur du type de colle
Parfois il faut chauffef ou jouer du cutter
Avec delicatesse
Cdt
Francois
» j’espère que cela ne va pas chauffer »
l’échauffement dépend uniquement du courant qui le traverse, de la section, et de la résistivité (pour simplifier)
à peu de chose près, l’épaisseur d’une piste sur PCB fait 35µm d’épaisseur, (section = épaisseur x largeur), vous comprendrez que du fil électrique de 1,5 mm² suffit amplement. Il faut juste être généreux en étain entre le fil et la piste, afin de maximiser la surface de contacte pour répartir au mieux la résistivité parasite (et son échauffement si fort courant).
pour un ordre empirique : une piste de quelques millimètres de large (2-3), sur 35µm de haut permet d’y faire transiter plusieurs Ampères …la tension n’influence que sur l’espacement entre les pistes (courants induits, arc électrique de proximité, etc.)
Si vous réparer un appareil de précision (un multimètre, une carte son, une carte de radio-fréquence, etc.), n’utilisez pas n’importe quel isolant sur votre électronique, certains présente une conductivité parasite qui rend votre matériel inopérant jusqu’à son élimination.
Le « vernis de tropicalisation » proposé par notre cher François est tout spécialement conçu pour ce contexte.
merci pour ces précisions 🙂
Bonjour François,
Votre article est très intéressant. J’ai besoin de vos conseils pour dessouder un connecteur d’alimentation sur une carte mère de PC portable. C’est proche du Raspberry.
Je viens d’acheter cette station à souder sur amazon -> https://www.amazon.fr/gp/product/B07X6G6VLS/ref=ppx_yo_dt_b_asin_title_o01_s01?ie=UTF8&psc=1
Seulement, rien n’y fait ; l’étain neuf fond correctement, mais impossible de dessouder quelque étain que ce soit de la carte mère. Est-ce que le fer convient à ce type de travail ? Est-ce que sa puissance est suffisante ? Est-ce que la qualité du fer est ok ? Merci pour votre éclairage.
Julien
Bonjour Julien
merci pour ce retour
le problème avec les cartes de PC (et les autres) c’est qu’elles sont multicouches… il peut y avoir de 4 à une dizaine de couches (parfois plus)
du coup avec le fer sel ce genre d’exercice n’est souvent pas possible. La solution passe par une station à dessouder.
Avec le fer vous pouvez tenter de dessouder en utilisant une pompe de dessoudage mais souvent l’aspiration n’est pas suffisante pour nettoyer complètement l’intérieur des trous métallisés
le risque alors c’est d’arracher le contact dans le circuit et dans ce cas là il n’y a plus grand chose à faire.
Je dirai que ce n’est pas le fer qui est en cause s’il chauffe et fait fondre l’étain, il fonctionne. Mais il n’est pas adapté à ce genre de travail
Ca pourrait aller pour une carte simple à 2 couches (et encore) mais là…
il existe aussi de la tresse à dessouder mais ça ne marche qu’en surface
désolé il n’y a pas vraiment de solution « amateur » pour ce genre de réparation
certains essayent avec le décapeur thermique mais… oups
https://forum.hardware.fr/hfr/electroniquedomotiquediy/divers/dessouder-carte-mere-sujet_19_1.htm
cordialement
François
Merci pour votre explication bien fournie. J’abandonne donc ce projet, je change la carte mère ce sera bien plus simple. D’autant que j’ignore si le connecteur est bien HS.
Julien
Bonjour,
Je suis le bricoleur du dimanche matin qui a déja « réparé » une soudure sur une carte de portail automatique Came ZA3. J’ai utilisé un fer a souder de premier prix et surement pas très adapté à l’électronique.
Je suis en train de « travailler » autour de microcontroleur ESP32 et de ce qui est nécessaire pour une application android pour ouvrir, fermer, …. aucun problème en informatique. Mais voilà, je vais passer du prototype à la réalisation sur PCB et je crois qu’il me faut m’équiper d’un vrai matériel de soudure.
Est-ce que les pistolet à air chaud peuvent être utilisés pour de la soudure classique à l’étain, comme on le fait quand on sait souder en mettant au clou son ancien fer. Certain disent que la température nécessaire est insuffisante, d’autres disent le contraire. Est-ce que donc on peut utiliser ces pistolets à soudure pour autre chose que les CMS et donc utiliser l’étain en place de pâte à brasser.
Merci de votre réponse.
Bonjour Christian
pour souder des CMS sur un PCB effectivement le pistolet à air chaud va bien (avec un flux de soudure posé sur les pastilles)
par contre pour souder les fils traversants et autres « gros » composants il faut garder précieusement votre fer classique 🙂
gardez en tête que lorsque vous soudez à l’air, vous chauffez les allentour par conduction (comme le fer classique) mais également par convection (le souffle). Soyez vigilent sur la directivité si des composants « sensible » se situent à proximité.
Bonjour et merci pour ce tutoriel.
J’ai acheté cette station de soudage https://images.app.goo.gl/rqgxAnDwHdoxQKfE8 VASTAR. Mon objectif est essentiellement de réaliser des soudures de connectiques sur des câbles audio 5XLR, JACKS, RCA…) La station de soudage dispose d’un réglage de température.Il s’agit d’un bouton rotatif autour duquel se trouve des graduations allant de 1 à 8.
A quelles températures correspondent-elles ?
A quelle température doit on réaliser les soudures de câbles audio ?
Avec la station de soudage il y avait un rouleau de fil à souder. il comporte les indications suivantes
enior SoldierWire
Metal products Co.LTD
Flux : W-419 / Diamètre : 0.8mm / poids :60 G : 60%
Qu’est ce que cela indique ?
Quel type d’alliage convient aux câbles audio ?
Merci d’avance pour vos réponses.
Cordialement
Bonjour
la doc fabricant http://vastar-tech.com/vastar-soldering-iron-station-anti-static-and-temperature-adjustable/
indique maxi 480°C c’est tout ce qu’on peut dire… essayez de monter progressivement et quand le fil de soudure fond franchement
essayez de souder à cette température. remontez un peu si les soudures sont ternes ou mal faites (boules)
Quel que soit le cable (audio ou pas) la bonne température c’est quand la soudure fond bien dessus et si c’est du multibrin elle coule entre les brins du fil.
les infos sur le fil indiquent qu’il contient un flux de soudure pour « mouiller » le métal que vous soudez et le décaper sans avoir à utiliser un flux supplémentaire
après est ce que le rouleau est marqué ROHS ? sinon le 60% correspondrait à 60% d’étain et donc 40% de plomb…
cdt
françois
Ping : ANAVI Technology : Carte Smiley pour le Raspberry Pi - Framboise 314, le Raspberry Pi à la sauce française....
Bonjour, merci pour ce travail intéréssant, a toute hasard serait t’il possible pour vous de mettre en pdf cette page traduit comme vous l’avez fait, bien entendu. Merci a vous cordialement !
Bonjour
regardez en colonne de droite j’ai fait un ebook gratuit qui reprend cette page en français…
ça s’appelle Guide pour le débutant 🙂
Bonjour,
Vous avez fait un faute de frappe qui va coûter cher aux débutantx :
« Si vous avez une station de soudage avec un contrôle de température réglable, réglez-la à 400°C »
Vous vouliez sûrement écrire « Si vous avez une station de soudage avec un contrôle de température réglable, réglez-la entre 250°C et 280°C, est surtout pas à 400°C. »
Comme le savez, les vernis et un grand nombre de composants ne résistent pas à une température 400°C.
Bonjour Guillaume oups je vais voir ça
Merci
Bonjour,
Juste ajouter une petite contribution, je me suis souvent cassé la tête pour dessouder certains composants. J’ai depuis quelques mois acquis une petite pompe à dessouder, peu chère, mais qui me rend de grands services, et surtout me facilite mes bricolages pour quelques composants à dessouder.
https://www.amazon.fr/dp/B005HCQRQ2/
Merci Domi
Oui c’est une bonne idée !
J’ai encore une vieille pompe sans le fer mais cette solution me plaît 🙂
Salut à tous.
Bravo. Excellent article consacré à la soudure, pardon à la brasure. 🙂
@+
Ping : Faites rebondir les LED avec le Raspberry Pi Pico (Episode 2) - Framboise 314, le Raspberry Pi à la sauce française....
Je suis surpris que l’alternative étain-bismuth ne soit pas traitée. C’est pourtant une excellente alternative RoHS qui apporte les avantages de la soudure plomb, sans ses inconvénients…
Pour le câble multigrain, il ne faut pas le torsader avec ses doigts, mais avec le petit bout de gaine que l’on aura pas retiré. Cela évite de mettre du gras des doigts, ce qui ne favorise pas l’étamage… Et puis, c’est plus propre vu que les brins sont encore rassemblés.
Bonjour Merci pour ces précisions
Pensez vous que les makers utilisent ce mélange étain bismuth ? Je ne le connais pas 😉
Bonjour !
Je viens de lire votre article/tuto sur la soudure et je voulais juste vous remercier pour toutes ces informations car j’arrivais jamais à faire de soudures « belles » et surtout efficaces mais aujourd’hui j’ai fait quelque chose qui ressemble presque à une véritable soudure. Alors merci pour tout. Je vais suivre vos articles même si je suis un profane en la matière mais j’aime apprendre.
merci pour votre retour
bon amusement 🙂
Un article bien pertinent… faire de bonnes soudures, propres et résistantes est important.
Bonjour,
Votre article est globalement bien fait ;
J’ai toutefois noté beaucoup d’erreurs, dont certaines vraiment gênantes et
qui devraient vraiment être rectifiées …
Par exemple dans ces 2 paragraphes ci-dessous !
Je serais heureux de vous aider à les rectifier, peut-être en vous envoyant une proposition de correction par email ?
( ci dessous une ébauche de proposition, en rouge … il reste encore beaucoup
à faire ! 🙂 )
Étape 2 : Chauffer la jonction – Mettez votre fer à souder en chauffe, et s’il est muni d’un réglage de température, réglez-la entre 250°C et 280°C ( non ! c’est trop bas … viser 320 à 340°C ) (à adapter selon vos conditions locales). Maintenant étamez légèrement l’extrémité de la panne ( non il faut étamer toute la panne … ) (pour augmenter le contact thermique ) et appuyez la sur la pastille en cuivre ET sur le fil simultanément ( non ce n’est pas du tout comme ça que l’on doit procéder! ) . Vous devrez maintenir le fer à souder en place pendant 3 à 4 secondes ( c’est beaucoup trop long ! … vous allez décoller vos pastilles ! … ) afin de chauffer la pastille de circuit imprimé et le fil. ( non pas en même temps … vous n’aurez de toute façon pas un bon transfert thermique )
Étape 3 : Appliquer la soudure à la jonction – Continuez de maintenir le fer à souder sur la pastille en cuivre ( étamé !… ) et le fil puis toucher la jonction avec la soudure. ( ce n’est pas la bonne méthode pour procéder … ) IMPORTANT – Ne mettez surtout pas la soudure directement sur la panne du fer à souder mais DE L’AUTRE COTÉ ( mais si bien au contraire !!! ) d’ailleurs, c’est le conseil que vous donnez ailleurs dans l’article … là c’est juste ! 🙂 ) . La jonction doit être suffisamment chaude pour faire fondre la soudure lorsqu’elle la touche ( ??? ) . Si la jonction pastille/fil est trop froide, la soudure établira une mauvaise connexion. ( ? … la raison principale des mauvaises soudures est ailleurs … mais oui une mauvaise température n’arrangera rien bien sûr ! )
Cordialement,
Bonjour
merci pour ce complément.
Effectivement pour la température, j’ai fait cet article … quand on avait encore de la soudure au plomb. Je pense que la différence de température vient peut être de là
Pour le reste je veux bien ajouter vos remarques… cependant 🙂
je pratique l’électronique depuis… les années 1970, avec une formation professionnelle
et plusieurs années de pratique sur le dépannage de matériel embarqué sur avion (transport et chasse) où je peux vous assurer que la qualité des soudures est un point d’attention important.
J’ai ensuite travaillé plusieurs années en informatique industrielle, avec du matériel embarqué (voitures, camions, grues, engins de chantiers, bateaux…). Je n’ai pas eu de réclamation sur la qualité de mes interventions…
Je conçois que la panne doit être étamée complètement et bien nettoyée, il ne reste alors que peu de soudure propre sur la panne, simplement la petite goutte de soudure EN PLUS au bout du fer améliore le contact thermique et accélère la chauffe.
Pour finir avec ce chapitre j’ai formé quelques centaines de techniciens à l’électronique industrielle (des adultes en reconversion) et là non plus je n’ai pas eu de retour, ce qu’ils n’auraient pas manqué de faire, je vous assure.
C’est comme cela qua j’ai appris à souder, on chauffe ET la pastille ET le fil et on ne pose la soudure PAS sur le fer mais de l’autre côté, sinon on peut faire fondre la soudure sur le fer alors que la pastille et le fil ne sont pas assez chauds et on crée une soudure sèche qui ne résiste pas dans le temps (c’est ce que j’ai appris…)
Dans mes dernières années d’activité j’ai travaillé pour un fabricant de cuves nucléaires français, et j’ai formé le personnel qui montait les systèmes de contrôle non destructifs qui sont introduits dans les chaudières des réacteurs pour vérifier la qualité de la tuyauterie (présence de criques, fissures…) et j’avoue que là encore cette façon de souder que j’ai transmise a passé les contrôles qualité et n’a pas posé de problème par la suite (j’en aurais eu le retour, soyez en sûr !).
Après je n’ai pas la prétention d’avoir la science infuse, ni de détenir la bonne méthode. Simplement ça fonctionne…
Désolé, le rouge ne ressort pas dans le commentaire mais vous pouvez m’envoyer le texte en direct sur contact@framboise314.fr je ferai un ajout dans l’article, toutes les opinions sont bonnes à entendre pour les débutants.
cordialement
François
Je suis soudeur dans l’industrie (par fusion des métaux) et je dois dire que la soudure électronique m’était inconnue, si ce n’est une initiation qui date du collège.
J’ai eu besoin de m’y mettre suite à une panne de mon sèche linge que je venais d’acheter d’occasion…
J’ai cru devoir changer la carte complète (introuvable ou plus chère que l’appareil), et grâce à quelque tutos j’ai pu tester des composants et voir qu’il y’en avait qu’un seul à dessouder et re souder.
Je me suis donc équipé et à l’aide de plusieurs tutos dont le votre, j’ai pu arriver à mes fins. pour 30€ fer à souder compris… très content donc merci !
Ça n’a effectivement rien à voir avec la soudure à l’arc industrielle et les gros doigts ne sont pas les bienvenus ici 😉
À bientôt et merci !
merci
c’est très gentil de revenir pour le dire 🙂
cdt
francois
Bonjour,
Merci pour votre article,
J’ai un souci lors de mes soudures. J’ai un fer Weller WE1010, j’utilise de l’étain 60/40 (au plomb) Cynel avec 2.5% de flux SW26. J’utilise souvent du 0.7mm de diamètre. La température de chauffe du fer à souder est de 350°C.
Mon problème est que j’ai de l’étain qui traverse (par capillarité) et passe derrière le PCB. Une fois que ce phénomène arrive, il m’est difficile de faire une jolie soudure du bon côté du PCB, tout l’étain est dirigé de l’autre côté.
A votre avis, dois-je réduire ma température de chauffe? Changer d’étain? ou est-ce que je chauffe trop longtemps la pastille et le fil du composant à souder? (généralement je compte 4 secondes, et laisse 2 secondes après réaliser la soudure).
Merci de vos conseils sur ce sujet.
Cdt
Vincent
Bonjour Vincent
Vous programmez quelle temp ?
C est bon signe si la soudure traverse 🙂
Essayez de descendre un peu la temp ?
Apres le temps c est pifométrique, ca depend de la panne et de ce qu on soude
Avec une panne tournevis pour souder une resistance 1 a 2 secondes suffisent
Avec une panne aiguille pour souder une massd c est plus long
En fait vous chauffez et posez la soudure a l ’intersection patte/panne des que ca fond et que ca s’etale c est bon, vous retirez le fer
Fô s’entrainer…
Cdt
Francois
Ping : Initiation à la soudure : astuces essentielles pour commencer – Artisans France