

La gravure et la découpe laser font aujourd’hui partie des incontournables de l’atelier du maker, du créatif ou du professionnel en quête de précision. Avec la Falcon A1 Pro, Creality frappe un grand coup : double module laser (bleu 20W et IR 2W en option), caméra intelligente, autofocus dopé à l’IA, et une vitesse de découpe impressionnante jusqu’à 600 mm/s. Grâce à son boîtier fermé ultra-sécurisé et sa prise en main simplifiée par écran tactile, cette machine s’ouvre à tous les projets, du simple marquage au prototypage avancé. Plus de 350 matériaux sont pris en charge : du bois au métal en passant par le cuir et les plastiques techniques. Pensée pour accélérer la production sans compromis sur la qualité, la Falcon A1 Pro se positionne comme un nouvel allié de choix pour tous ceux qui veulent repousser les limites de la création laser. Prêt à découvrir tout ce que cache cette machine dernier cri ?
J’ai reçu ce produit gratuitement pour les tests, envoyé par Falcon. C’est donc un
============= Article sponsorisé =============
Les liens sont affiliés et je recevrai un (faible) pourcentage sur les ventes. Ils m’ont offert le matériel et j’ai choisi de rédiger cet article, tout en conservant ma liberté rédactionnelle.
Au sommaire :
- 1 Test Creality Falcon A1 Pro : Découpe et Gravure Laser Nouvelle Génération
- 1.1 Introduction
- 1.2 Déballage & Découverte du Creality Falcon A1 PRO
- 1.3 Sécurité & Protection
- 1.4 Le Laser Infrarouge, un nouveau venu
- 1.5 Les différents types de lasers existants
- 1.6 Conception de la machine
- 1.7 Visite en image du Creality Falcon A1 PRO
- 1.8 Mise en route de la machine
- 1.9 Calibration de la caméra
- 1.10 Gravure et découpe bois avec le laser 20w de la Creality Falcon A1 PRO
- 1.11 ⚠️ Découpe de l’acrylique : belle… mais pas sans danger !
- 1.12 Gravure sur métal avec le laser IR 2w 1064 nm de la Creality Falcon A1 PRO
- 1.12.1 Gravure sur INOX avec le laser IR 2w 1064 nm de la Creality Falcon A1 PRO
- 1.12.2
- 1.12.3 Gravure sur INOX avec le laser IR 2w 1064 nm de la Creality Falcon A1 PRO
- 1.12.4 Gravure sur Aluminium recouvert de polymère avec le laser IR 2w 1064 nm de la Creality Falcon A1 PRO
- 1.12.5 Gravure couleur sur inox avec le laser IR 2w 1064 nm de la Creality Falcon A1 PRO
- 1.13 🎨 Gravure en couleur sur inox 318 avec laser IR
- 1.14 Conclusion
- 1.15 Sources
Test Creality Falcon A1 Pro : Découpe et Gravure Laser Nouvelle Génération
Introduction
Au fil des années, la gravure laser a quitté les établis des bricoleurs aventureux pour s’inviter dans les ateliers professionnels… et même chez vous. Rappelez-vous : il n’y a pas si longtemps, il fallait assembler soi-même des machines ouvertes, avec le tournevis et la clé Allen. Les risques ? Projections, fumées et faisceaux baladeurs faisaient partie de l’aventure !
Aujourd’hui, la Creality Falcon A1 Pro incarne ce changement d’ère. Exit l’assemblage laborieux : cette machine arrive déjà montée, prête à fonctionner sans effort. Son architecture CoreXY, héritée des imprimantes 3D haut de gamme, lui permet d’allier vitesse, stabilité et précision, le tout dans un châssis fermé et sécurisé, conforme à la classe 1. Ici, le changement de module laser (bleu 20 W ou infrarouge 2 W, au choix) se fait en quelques secondes, sans outil : un vrai gain de temps et de confort.
Ajoutez à cela une caméra intelligente, un autofocus assisté par IA, un écran tactile moderne et vous obtenez un outil qui n’a plus grand-chose à voir avec les “kits à monter soi-même” d’autrefois.
Déballage & Découverte du Creality Falcon A1 PRO
Une machine pré-assemblée

Le déballage se résume à peu de choses puisque le graveur laser arrive tout monté et qu’il suffit de l’extraire de sa boîte en carton très rigide où il est bien protégé.
 C’est dans la machine elle même qu’on va trouver tous les accessoires, à commencer par une notice (avec une partie en Français). Comme souvent avec les produits récents cette notice reste très superficielle et ne permet pas de prendre le produit en main complètement. Elle comporte un lien vers CraftSeek
C’est dans la machine elle même qu’on va trouver tous les accessoires, à commencer par une notice (avec une partie en Français). Comme souvent avec les produits récents cette notice reste très superficielle et ne permet pas de prendre le produit en main complètement. Elle comporte un lien vers CraftSeek
CraftSeek est un site qui propose un tas d’objets a réaliser avec votre Falcon A1 PRO.
Déballage des accessoires
Dans la machine on va trouver

L’écran tactile est emballé dans un sachet antistatique et protégé par un film qu’il faudra peler.

Sur le côté de l’écran, 2 pattes serviront à fixer l’écran en le glissant simplement dans les encoches prévues sur le support à droite de la machine. C’est ici qu’il faudra fixer l’écran. La prise sera à connecter sur l’arrière de l’écran.
C’est ici qu’il faudra fixer l’écran. La prise sera à connecter sur l’arrière de l’écran.
 Appuyer sur le verrou de chaque côté de la prise et la mettre en place. Vérifiez que les contacts de la prise soient du même côté que les contacts du connecteur 😉 )
Appuyer sur le verrou de chaque côté de la prise et la mettre en place. Vérifiez que les contacts de la prise soient du même côté que les contacts du connecteur 😉 )
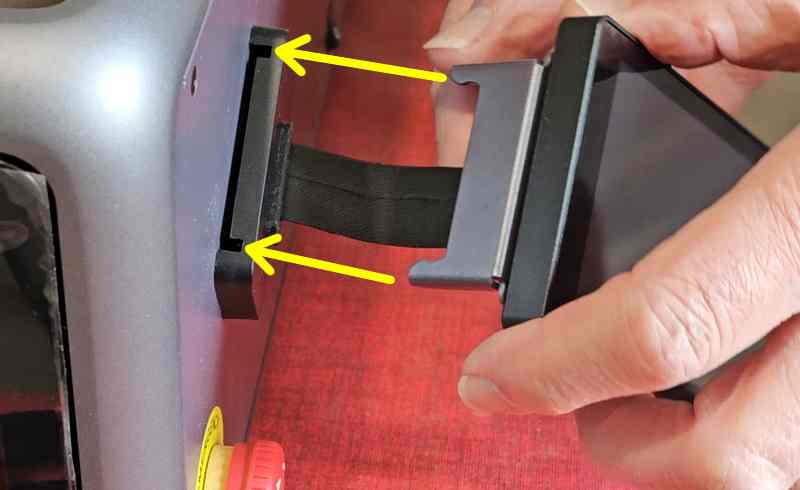
Il suffira de glisser ensuite les pieds de l’écran dans le support et… le montage de la machine est terminé.
 L’écran est en place et on voit un peu au dessous le champignon rouge du bouton d’arrêt d’urgence.
L’écran est en place et on voit un peu au dessous le champignon rouge du bouton d’arrêt d’urgence.
 L’alimentation fournie est un modèle 24v 7,5A qui peut donc délivrer 180 W, largement de quoi satisfaire les besoins en énergie de la machine. Pour info, l’alimentation possède un voyant qui s’allume de façon continue en fonctionnement normal.
L’alimentation fournie est un modèle 24v 7,5A qui peut donc délivrer 180 W, largement de quoi satisfaire les besoins en énergie de la machine. Pour info, l’alimentation possède un voyant qui s’allume de façon continue en fonctionnement normal.
J’ai eu l’occasion au cours des tests de provoquer un blocage moteur (bin oui, ça fait partie des essais) et dans ce cas la machine s’éteint complètement par sécurité. Regardez l’alimentation et vous verrez à ce moment là le voyant qui clignote, indiquant que l’alim s’est mise en sécurité. Il faudra la débrancher pour pouvoir redémarrer…
 On trouve aussi un tuyau qui va se brancher sur la sortie à l’arrière de la machine. Un extracteur envoie l’air vers l’extérieur et vous pourrez évacuer les poussières et les gaz à l’extérieur ou vers un système de filtrage. c’est ce que j’utilise ici avec le filtre Atomstack D2 qui me permet de graver et découper à l’intérieur sans les nuisances habituelles.
On trouve aussi un tuyau qui va se brancher sur la sortie à l’arrière de la machine. Un extracteur envoie l’air vers l’extérieur et vous pourrez évacuer les poussières et les gaz à l’extérieur ou vers un système de filtrage. c’est ce que j’utilise ici avec le filtre Atomstack D2 qui me permet de graver et découper à l’intérieur sans les nuisances habituelles.
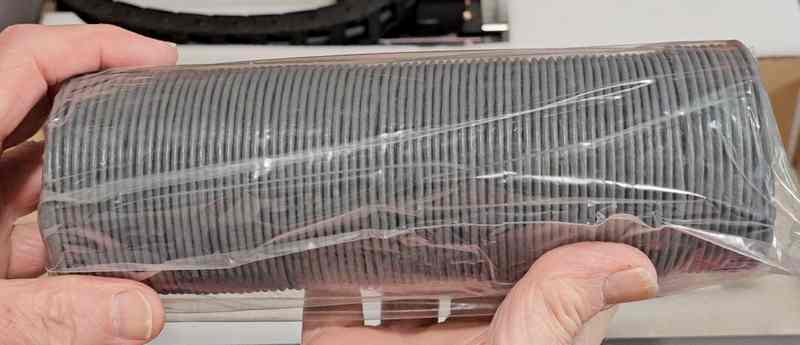
 On trouve également le compresseur du Air Assist. C’est le modèle classique avec des pieds très souples (il est très peu bruyant) et sur le dessus la plaque qu’on voit sur l’image et qui cache un filtre (à vérifier de temps en temps pour que l’air envoyé vers la tête laser soit exempt de poussières).
On trouve également le compresseur du Air Assist. C’est le modèle classique avec des pieds très souples (il est très peu bruyant) et sur le dessus la plaque qu’on voit sur l’image et qui cache un filtre (à vérifier de temps en temps pour que l’air envoyé vers la tête laser soit exempt de poussières).
 Dans le fond de la machine on trouve la mire d’étalonnage de la caméra ainsi qu’une plaque de contreplaqué pour les premiers tests.
Dans le fond de la machine on trouve la mire d’étalonnage de la caméra ainsi qu’une plaque de contreplaqué pour les premiers tests.
 Quand on ouvre le couvercle orange on voit la caméra avec son film de protection. Il faudra enlever le film et penser à nettoyer la vitre de la caméra de temps en temps, n’oubliez pas que dans l’enceinte de la machine il y a des vapeurs et des micro-poussières qui vont se déposer a chaque gravure/découpe.
Quand on ouvre le couvercle orange on voit la caméra avec son film de protection. Il faudra enlever le film et penser à nettoyer la vitre de la caméra de temps en temps, n’oubliez pas que dans l’enceinte de la machine il y a des vapeurs et des micro-poussières qui vont se déposer a chaque gravure/découpe.
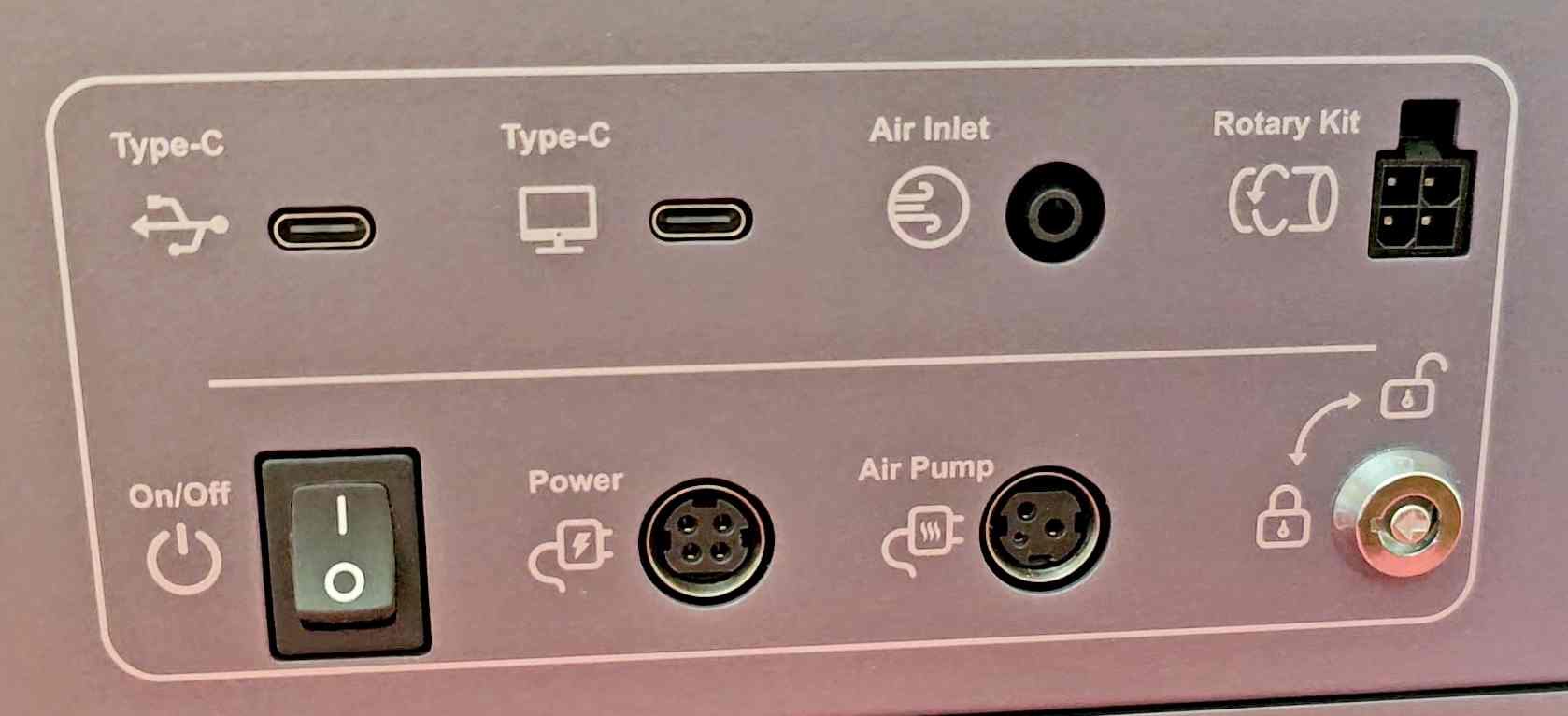 Enfin sur le côté droit de la machine on trouve le panneau de connexion. Falcon a tout regroupé au même endroit et c’est plutôt une bonne idée. On trouve de gauche à droite
Enfin sur le côté droit de la machine on trouve le panneau de connexion. Falcon a tout regroupé au même endroit et c’est plutôt une bonne idée. On trouve de gauche à droite
- Dans la rangée du haut : un connecteur USB pour une clé avec des projets, un connecteur USB pour le PC, l’entrée de l’air assist où on vient brancher le tuyau sortant du compresseur et le connecteur du Kit Rotary pour graver les objets cylindriques. Le connecteur adapté est fourni dans un sachet d’accessoires.
- Dans la rangée du bas : L’interrupteur A/M, le connecteur à 4 broches pour l’alimentation et le connecteur à 3 broches du compresseur d’air assist. Tout à droite la clé sécurité qui permet de verrouiller électriquement la machine (pratique si vous avez des enfants sinon à la longue je trouve ça assez contraignant… j’ai une fâcheuse tendance à égarer ces petites clé !)

Tout est connecté…
Sécurité & Protection
Le Laser
LASER (acronyme issu de l’anglais light amplification by stimulated emission of radiation qui signifie « amplification de la lumière par émission stimulée de radiation ») est un système photonique. Il s’agit d’un appareil qui produit un rayonnement lumineux spatialement et temporellement cohérent reposant sur le processus d’émission stimulée. La lumière du laser est aussi appelée lumière cohérente. (Wikipedia)
Sécurité d’utilisation des LASER
![]()
Cet appareil est un graveur laser de Classe 1.
Grâce à son châssis entièrement fermé, à ses sécurités intégrées et à ses interverrouillages, aucune partie dangereuse du faisceau laser n’est accessible à l’utilisateur lors d’une utilisation normale. En fonctionnement, vous n’êtes jamais exposé directement au rayon laser, ce qui garantit un haut niveau de sécurité pour l’opérateur.
Cependant, la prudence reste de mise :
-
N’ouvrez jamais le capot ou le boîtier de l’appareil pendant l’utilisation : toute manipulation du système de sécurité ou toute utilisation hors des conditions normales (boîtier ouvert, capteurs désactivés…) expose à des risques majeurs pour les yeux et la peau, typiques d’un laser de Classe 4 (cécité, brûlure).
-
Ne mettez jamais cet appareil à disposition libre dans un FabLab ou un établissement scolaire sans formation et sans encadrement rigoureux.
L’utilisation reste déconseillée aux enfants ou à toute personne non sensibilisée aux risques du laser.
Restez attentif aux risques annexes :
-
Risque d’incendie : la découpe ou la gravure de matériaux peuvent générer des températures très élevées ; restez toujours à proximité pendant le fonctionnement et conservez un extincteur à portée de main.
-
Émanations et fumées : la gravure produit des particules fines et des vapeurs, parfois toxiques selon le matériau. Travaillez dans un local bien ventilé et évitez de respirer les fumées. Utilisez un filtre adapté à la découpe/gravure Laser.
Framboise314 ne pourra en aucun cas être tenu responsable en cas d’accident ou d’utilisation non conforme. Vous utilisez cet appareil sous votre responsabilité et en pleine conscience des risques encourus.
Pour information, en milieu professionnel :
Système d’arrêt d’urgence et d’avertissement d’un laser en fonction
- Un panneau lumineux « DANGER LASER » doit s’allumer pour indiquer qu’est en marche un laser émettant un rayonnement invisible, dont la longueur d’onde est inférieure à 400 nm et supérieure à 700 nm).
- Les panneaux lumineux doivent s’éteindre lorsque le laser n’est plus en fonction
- Le bouton d’arrêt d’urgence doit faire en sorte de couper tous les faisceaux lasers (classe 3B et 4) présents dans la pièce
- Lorsqu’on enclenche de nouveau le bouton d’arrêt d’urgence pour le remettre dans sa position initiale, l’émission laser ne doit pas repartir
- Le bouton d’arrêt d’urgence et le panneau lumineux doivent se trouver à l’extérieur de la salle, et près de la porte d’entrée
- Le capot de la machine doit comporter un dispositif qui coupe l’alimentation en cas d’ouverture.
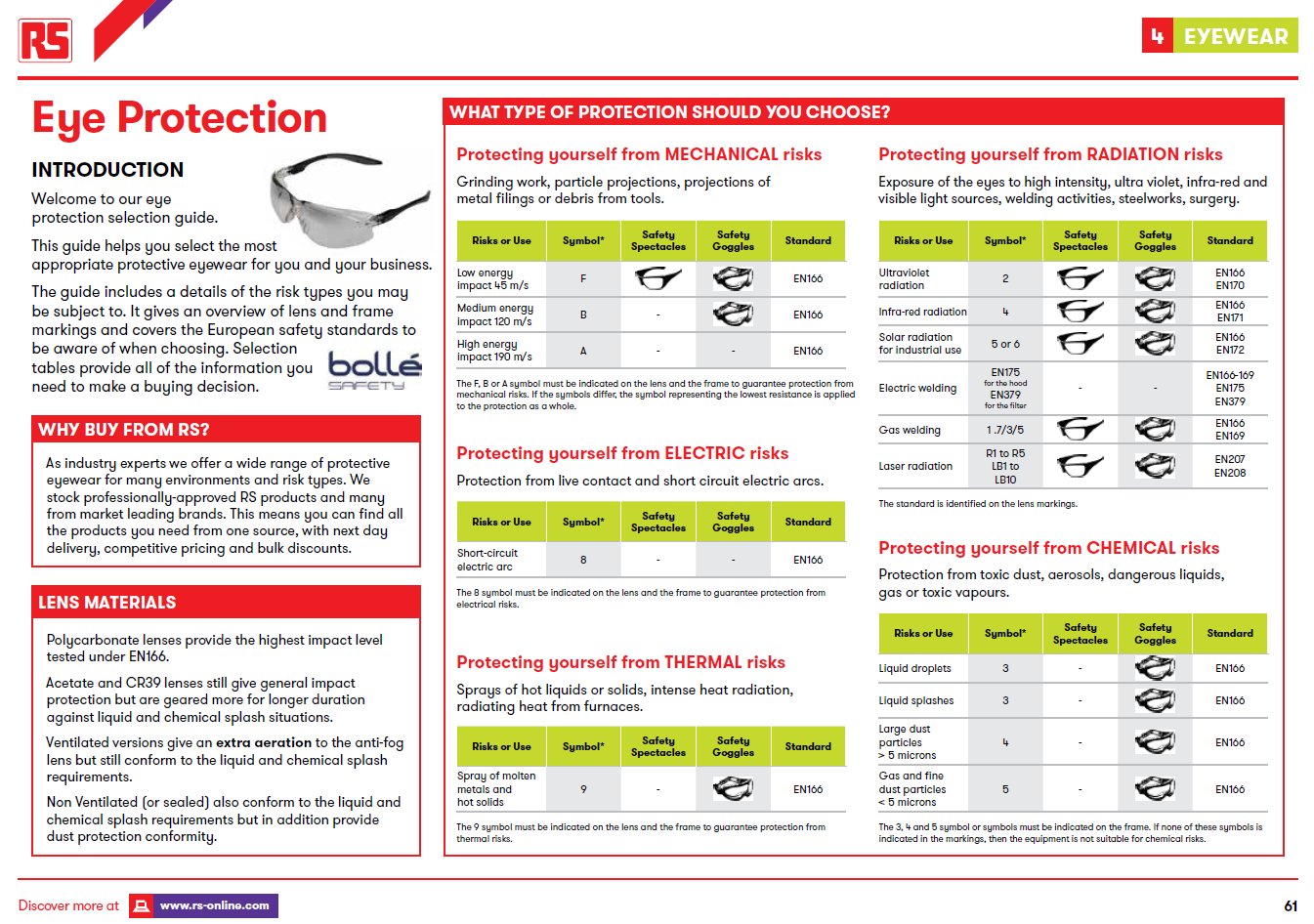
Lunettes de protection obligatoires
- Le port de lunettes de protection laser est obligatoire lorsqu’on travaille dans un laboratoire dans lequel sont en fonction des lasers de classe 3R (émettant un rayonnement invisible), 3B ou 4
Pour plus d’informations lisez ce document de l’Université de Laval sur les risques Laser.
Cliquer pour agrandir

Cliquez pour télécharger
Ces documents sur les EPI (Équipements de Protection Individuelle) de RS composants pourront aussi vous guider.
Consultez également la législation au sujet des LASERs : Décret n°2007-665 du 2 mai 2007
https://www.legifrance.gouv.fr/loda/id/JORFTEXT000000646998/
Un article à lire : LASER Protégez vos yeux
 Je vous conseille fortement de lire cet article du blog sur la sécurité et les précautions à observer pour une utilisation « maker » des graveurs/découpeurs Laser.
Je vous conseille fortement de lire cet article du blog sur la sécurité et les précautions à observer pour une utilisation « maker » des graveurs/découpeurs Laser.
Le Laser Infrarouge, un nouveau venu
Pourquoi les lasers 2W 1064 nm sont récents (et en plein essor) ?
Cette technologie est devenue abordable récemment : Avant, les lasers 1064 nm (infrarouge) étaient des lasers à fibre (très chers) ou des lasers YAG (encore plus chers, avec refroidissement liquide). Aujourd’hui, les fabricants proposent des diodes laser 1064 nm compactes, plus simples à produire.
Certains lasers sont des systèmes DPSS (Diode-Pumped Solid State), où une diode IR pompe un cristal pour produire du 1064 nm. Mais on voit aussi des modules directs à diode 1064 nm, encore plus compacts et plus robustes.
Il y a une demande croissante pour le marquage métal à bas coût : Le marché DIY et professionnel réclame des solutions low-cost pour marquer des métaux, chose que les lasers bleus 450 nm ne savent pas faire correctement.
Comment sont constitués ces modules (et pourquoi ils sont « gros ») ?
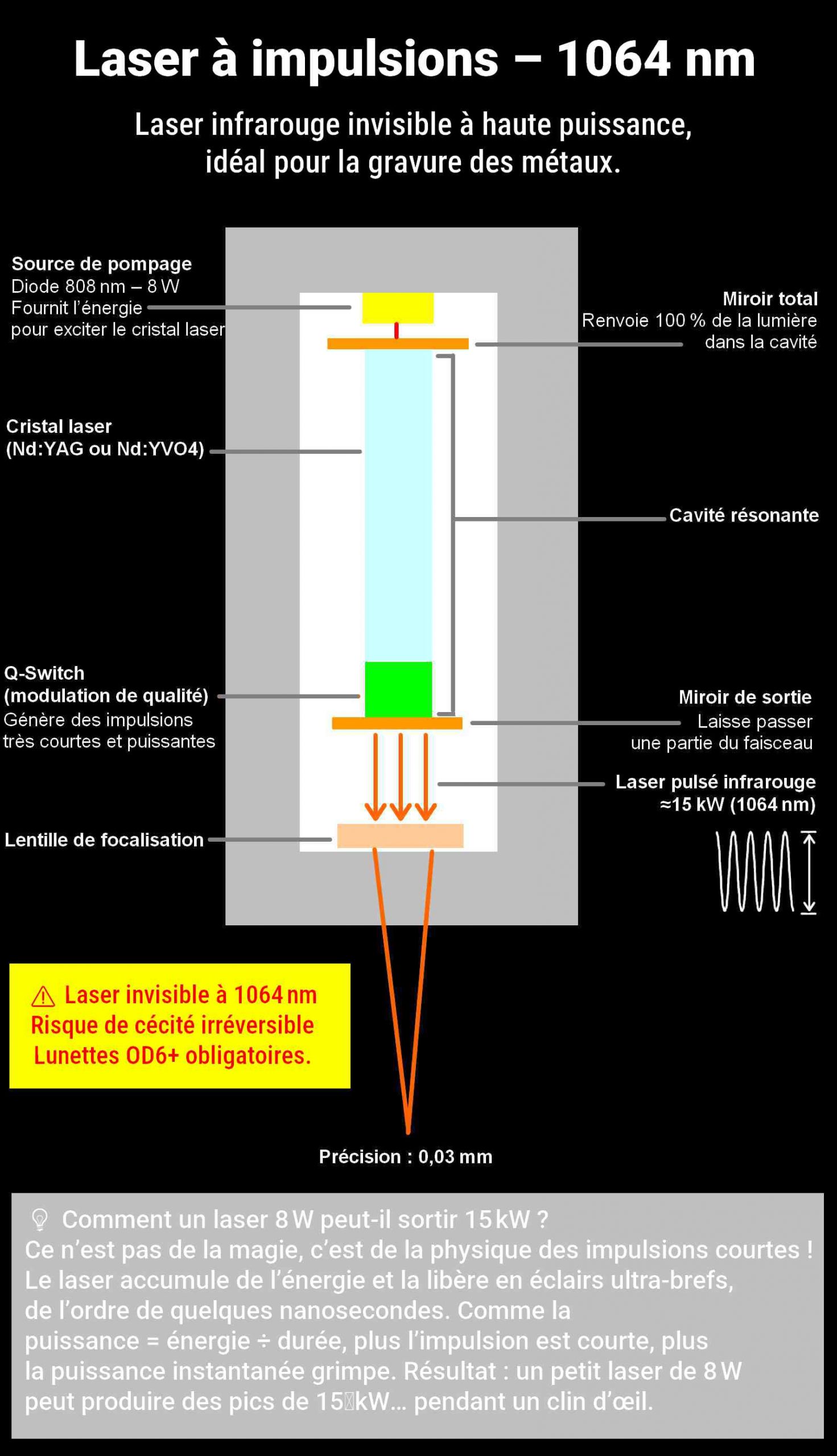
Dessin framboise314 – Utilisation libre en CC-BY-NC-SA
Un bloc laser 1064 nm de 2W est souvent bien plus gros qu’un module 450 nm, pour plusieurs raisons :
- Des composants internes typiques : Diode laser IR (1064 nm) : source principale, avec driver électronique dédié ou diode de pompage + cristal + Qswitch…
- Système de collimation + lentilles focales : l’infrarouge se comporte différemment dans l’air → optique plus complexe pour un point fin.
- Refroidissement passif ou actif : ces diodes chauffent beaucoup plus. Ventilo, radiateur, parfois même refroidissement thermoélectrique Peltier (TEC).
- Filtrage et sécurité : le faisceau est invisible → nécessite blindage et parfois une détection de position / capot fermé pour éviter d’éborgner quelqu’un sans le savoir.
Ce qu’on peut faire avec un laser 1064 nm de 2W ?
Contrairement à un laser bleu 450 nm (même en 20W), le 1064 nm traverse les couches anodisées et réagit directement avec les métaux. Voici les possibilités :
- Acier inox Gravure noire, profonde
- Aluminium brut ou anodisé Gravure visible (noire ou blanche)
- Cuivre Gravure fine possible (plus dur)
- Or / argent Marquage de bijoux sans dommage
- Plastiques foncés Marquage permanent
- ABS, PC, PVC Gravure possible (attention fumées toxiques)
- Verre / miroir Souvent inefficace (le 1064 passe à travers)
- Bois, carton Très mauvais rendement, pas fait pour
Il ne coupe pas, ce n’est pas un laser de découpe,
mais un laser de marquage (gravure fine).
⚠️ Attention à la sécurité
Le laser 1064 nm est invisible à l’œil, ce qui le rend extrêmement dangereux :
la pupille ne se contracte pas, et la rétine peut être irrémédiablement endommagée sans aucun signal visuel d’alerte.
Lunettes de protection obligatoires, de type OD6+ à 1064 nm.
Comparatif laser CO₂ vs laser 1064 nm
| Critère | 🔴 Laser CO₂ (10,6 µm) | 🔵 Laser IR 1064 nm (Nd:YAG / fibre) |
|---|---|---|
| Longueur d’onde | 10 600 nm (infrarouge lointain) | 1 064 nm (infrarouge proche) |
| Type de laser | Gaz (CO₂ excité électriquement) | Solide (cristal Nd:YAG, fibre dopée au Yb) |
| Visibilité du faisceau | Invisible à l’œil | Invisible aussi (encore plus piégeux 😬) |
| Matériaux compatibles | Bois, acrylique, cuir, carton, verre*, plastique | Métaux, plastiques techniques, PCB, certains polymères |
| Gravure métal | ❌ Non direct (sauf avec additif / spray) | ✅ Directe, marquage permanent |
| Découpe acrylique | ✅ Excellente | ❌ Impossible (ne chauffe pas le PMMA) |
| Précision / finesse | Moyenne à bonne (~0,1 mm) | Très fine (~0,03–0,05 mm en mode pulsé) |
| Technologie Q-Switch | ❌ Non (émission continue ou pulsée lente) | ✅ Oui, impulsions très brèves et puissantes |
| Consommation typique | 30 à 100 W optiques | 1 à 20 W optiques (mais pics jusqu’à 15 kW) |
| Refroidissement | Eau (obligatoire au-delà de 40 W) | Air ou Peltier (compact) |
| Coût machine (grand public) | Moyen (200–1500 €) | En hausse (300–1000 € pour modules IR 2 W) |
| Usages typiques | Découpe bois/acrylique, tampons, panneaux | Gravure métal, codes QR, électronique, bijoux |
* Le CO₂ peut graver le verre et la pierre (mais pas le métal). Le 1064 nm ne fait rien au verre, mais attaque les métaux.
🧠 En résumé :
Le laser CO₂ est le roi de la découpe de matériaux organiques ou transparents.
Le laser 1064 nm est l’arme de choix pour graver le métal, même à basse puissance… à condition de savoir dompter ses impulsions !
Les différents types de lasers existants
| Type de laser | Longueur d’onde | État du laser | Matériaux ciblés / Applications |
|---|---|---|---|
| 🔴 Laser CO₂ | 10 600 nm (10,6 µm) |
Gaz | Bois, acrylique, cuir, papier, verre*, pierre, carton, textiles |
| 🔵 Nd:YAG | 1064 nm | Solide (cristal) | Métaux (alu, inox, titane), plastiques techniques, circuits imprimés |
| 🔵 Laser fibre (Yb) | 1064–1080 nm | Solide (fibre) | Gravure métal haute précision, codes QR, électronique, bijoux |
| 🟣 Laser UV (Nd:YAG + triplement) | 355 nm | Solide | Plastiques sensibles, électronique fine, marquage sans brûlure |
| 🟢 Laser vert | 532 nm | Solide (Nd:YAG doublé) | Gravure de certains métaux réfléchissants (cuivre, or, etc.), PCB |
| 🟠 Laser diode visible | 445–660 nm (bleu à rouge) | Semi-conducteur | Usage DIY, gravure bois léger, plastique foncé, pas de métal |
| 🔵 Laser bleu (GaN) | 450 nm (souvent 445 nm) | Semi-conducteur | Bois, plastique, acrylique foncé, résines, parfois métal avec traitement |
| 🟣 Excimère (UV) | 193–351 nm | Gaz | Gravage ultra-fin, chirurgie oculaire (LASIK), microélectronique |
Conception de la machine
Je vous propose de faire un tour dans la machine pour explorer sa conception. Elle est montée comme une imprimante Core XY, c’est donc intéressant de voir les avantages de cette mécanique.
Qu’est-ce qu’une architecture CoreXY ?
L’architecture CoreXY est un système de déplacement utilisé à l’origine sur les imprimantes 3D, et désormais sur certaines machines de découpe et gravure laser comme la Falcon A1 PRO.
Contrairement aux systèmes classiques où chaque moteur pilote un axe (un moteur pour X, un moteur pour Y), le CoreXY utilise deux moteurs qui agissent ensemble sur un ingénieux jeu de courroies croisées.
Ce système permet de déplacer la tête (ici le laser) dans n’importe quelle direction du plan X-Y en combinant la rotation des deux moteurs, d’où son nom.
Les avantages du CoreXY :
-
Vitesse accrue : Les moteurs restent fixes (ils ne bougent pas avec la tête), ce qui réduit l’inertie et autorise des déplacements très rapides et précis.
-
Légèreté du chariot : Seule la partie mobile (la tête laser ou l’extrudeur) se déplace, allégeant l’ensemble et limitant les vibrations.
-
Stabilité et précision : Les déplacements sont plus fluides, avec moins de jeu mécanique, parfait pour la découpe/gravure de précision.
-
Silence de fonctionnement : Moins de vibrations = moins de bruit.
Pourquoi utiliser CoreXY sur une machine laser ?
Comme pour l’impression 3D, l’architecture CoreXY permet au Falcon A1 PRO de réaliser des déplacements rapides, précis et parfaitement coordonnés, même lors de gravures complexes ou à grande vitesse.
Le résultat : découpes nettes, gravures détaillées, et un gain de temps appréciable sur chaque projet, tout en gardant une grande fiabilité mécanique.
Allez, je vous emmène visiter cette Falcon A1 PRO
Visite en image du Creality Falcon A1 PRO

Vue de dessus de la machine capot transparent fermé les LEDs allumées permettent de voir correctement l’intérieur de la machine
Capot ouvert la machine est accessible. A noter une sécurité sur la porte supérieure et sur la porte avant qui arrête la machine si vous ouvrez une des portes.

Porte entrouverte, l’aimant est encore assez prêt et la sécurité ne s’est pas déclenchée (LED éteinte)

Porte un peu plus ouverte on a déclenché la sécurité => la machine s’arrête. La LED est allumée. Il y a 2 détecteurs sur la porte du haut.

Ouverture de la porte avant.

Le ventilateur situé au fond (à l’arrière de la machine). 2 vis moletées permettent de démonter la plaque de protection pour nettoyer le ventilateur.

Une fois les vis enlevées la plaque se bascule vers l’avant puis se soulève

Le ventilateur est accessible pour le nettoyage. On remettra la plaque de protection en place après l’opération.

Le système de courroie/poulies au fond à droite de la machine

On distingue le switch qui détecte la fin de course en Y
 Plusieurs switch sont chargés d’assurer la fin de course de la machine, c’est plutôt rassurant.
Plusieurs switch sont chargés d’assurer la fin de course de la machine, c’est plutôt rassurant.
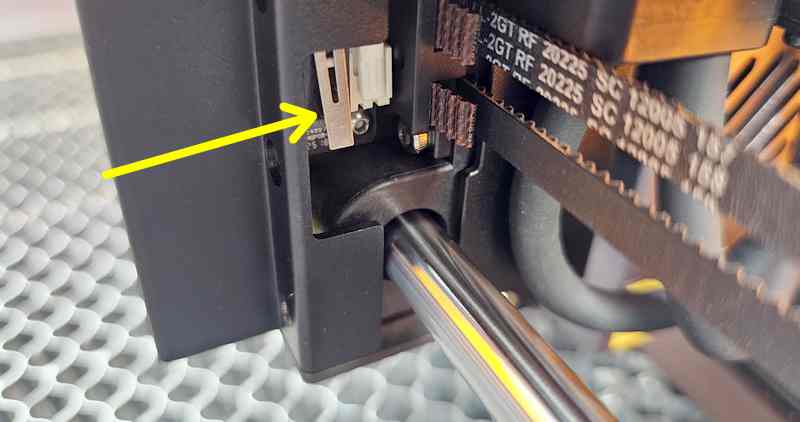
Il y a également des switch de chaque côté du chariot pour limiter les déplacements en X
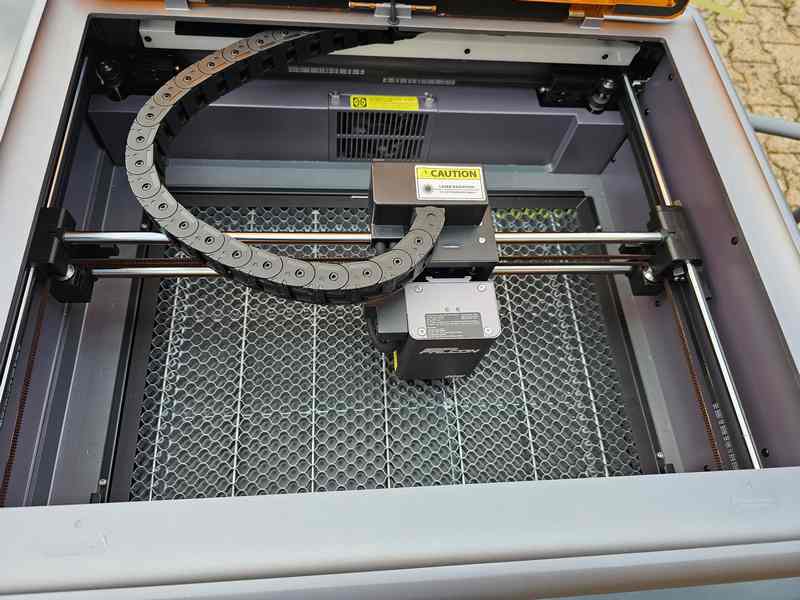
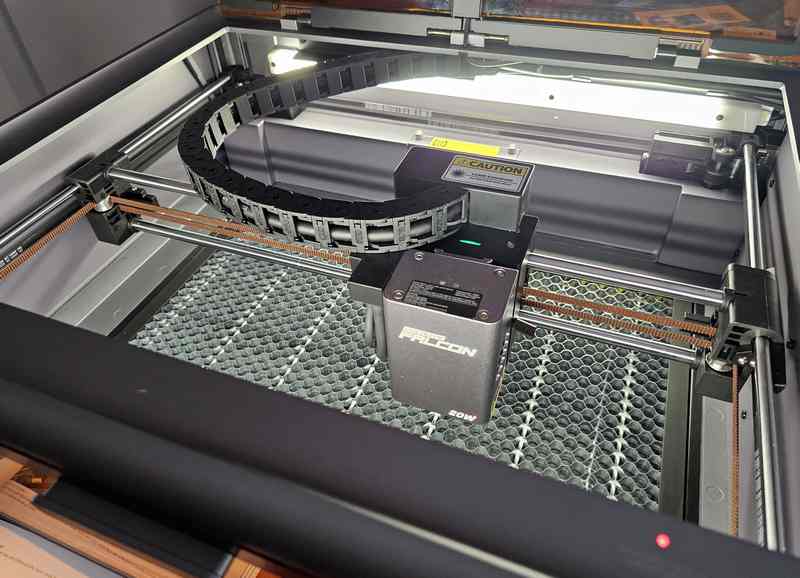
Vue de dessus de la machine. On voit bien ici la chaîne qui amène les câbles et le tuyau de l’Air Assist sur la tête Laser. La finition est impeccable, rien ne traîne. On est loin des premières machines maker montées avec des profilés alu. Ici tout a été pensé globalement.
—
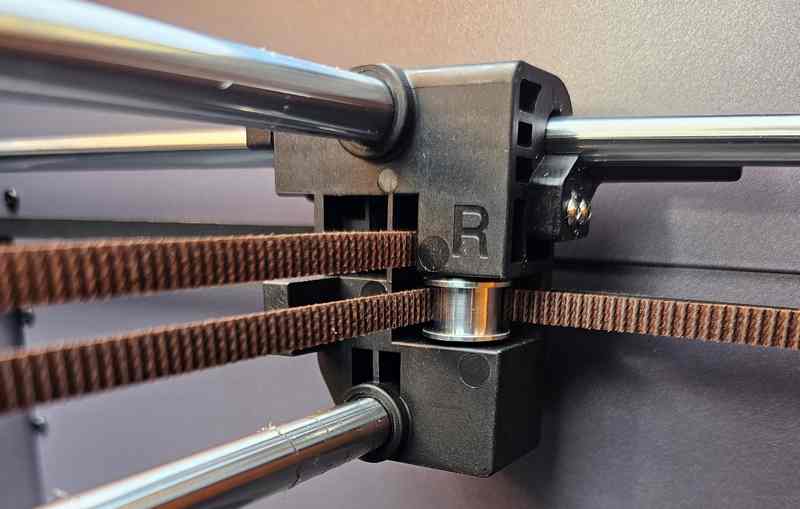
Guidage du chariot porte Laser
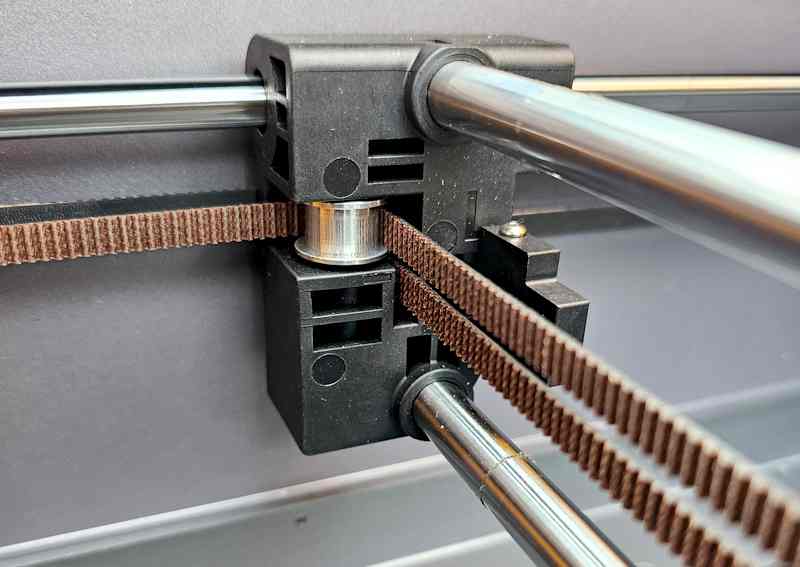
Guidage du chariot porte Laser, de l’autre côté. On voit bien les 2 courroies qui assurent les déplacements en X et en Y par leurs mouvements combiné.
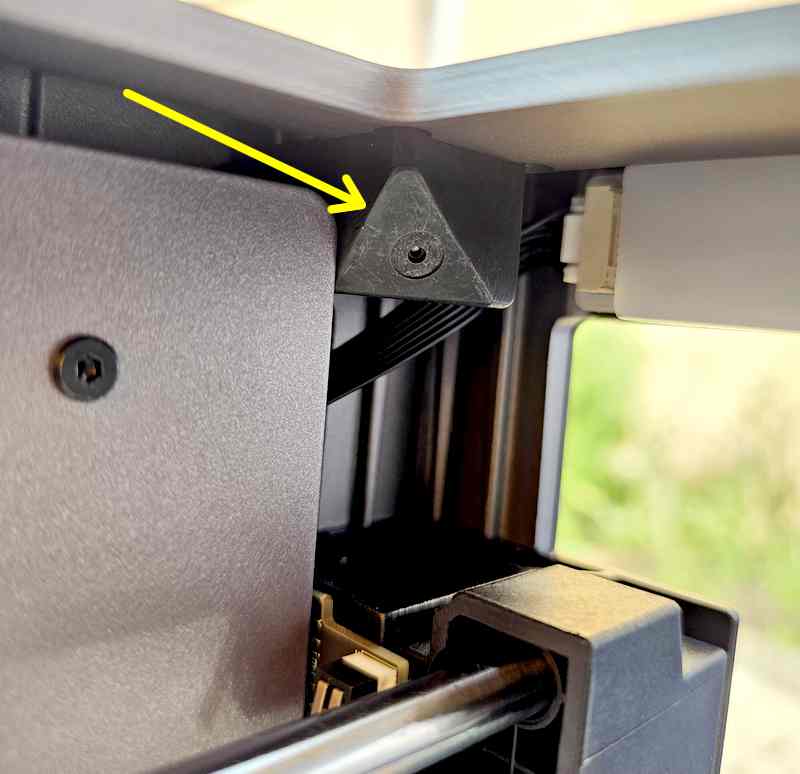
 Un des aimants sur une des portes.
Un des aimants sur une des portes.

Porte supérieure. On voit le bloc caméra au centre de la porte. Tout est intégré d’origine.

Porte avant.

Charnière de la porte avant. Pas de plastique ici on a du métal, comme sur la porte supérieure.

J’avais une grille avec la machine, elle est parfaitement adaptée et vient s’encastrer dans le fond.
Le fond se démonte facilement (4 vis chromées sur les côtés) pour laisser place à un rotary si vous voulez graver des objets cylindriques.
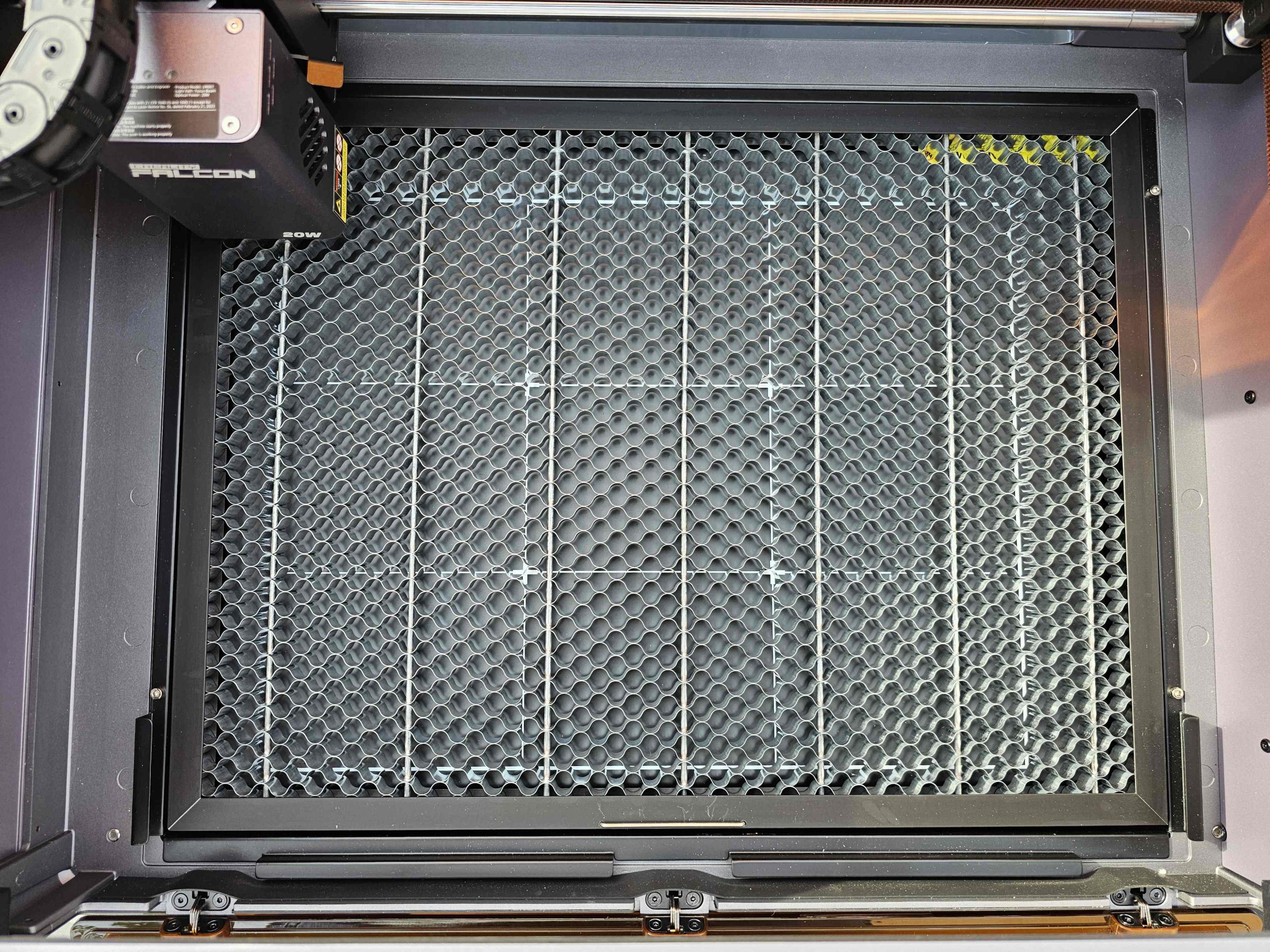
Sans la grille on voit le quadrillage qui sert de repère sur le fond de la machine. Bon après quelques utilisations en découpe, le laser a pas mal abimé le fond de la machine.

On arrive à la nouveauté de cette machine. Pour ma part je ne l’avais rencontrée que sur une machine NEJE MAX 4 que je vous ai présentée il y a 2 ans. Il s’agit de la motorisation de l’axe Z. Sur la NEJE cela permettait d’adapter la hauteur du Laser en fonction de l’épaisseur su matériau. Rien d’automatique, c’est l’utilisateur qui pilote tout ça.
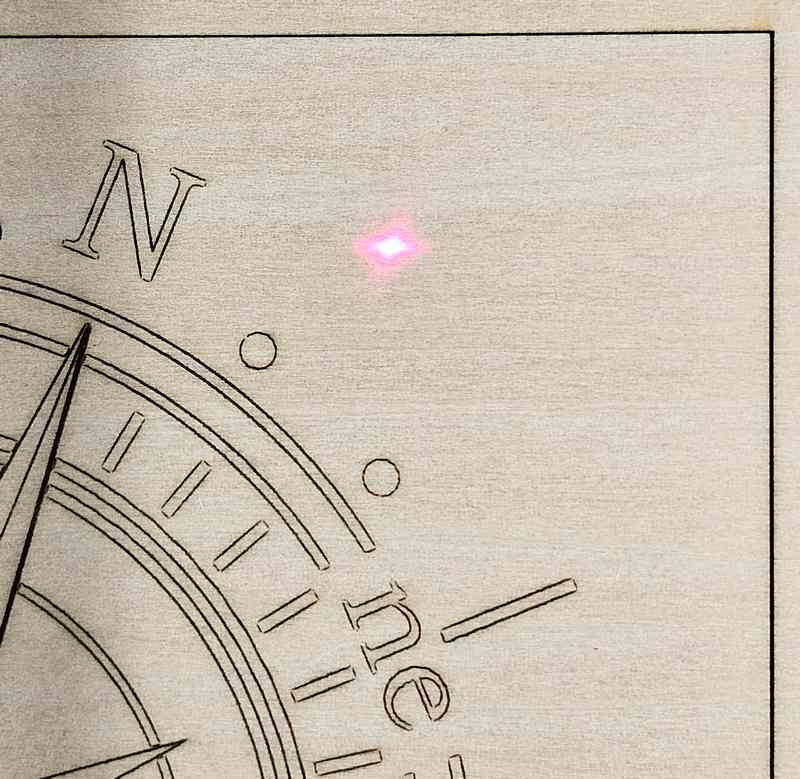
Ici on a bien progressé puisqu’un Laser situé dans l’angle avant droit (voir un peu plus loin) envoie un point laser au centre de la machine et le chariot vient se positionner au dessus pour faire la mise au point automatiquement. Bémol, si vous voulez graver quelque chose qui sera positionné à l’avant gauche de la machine, il faudra momentanément le déplacer au centre pour caler le Laser en hauteur.
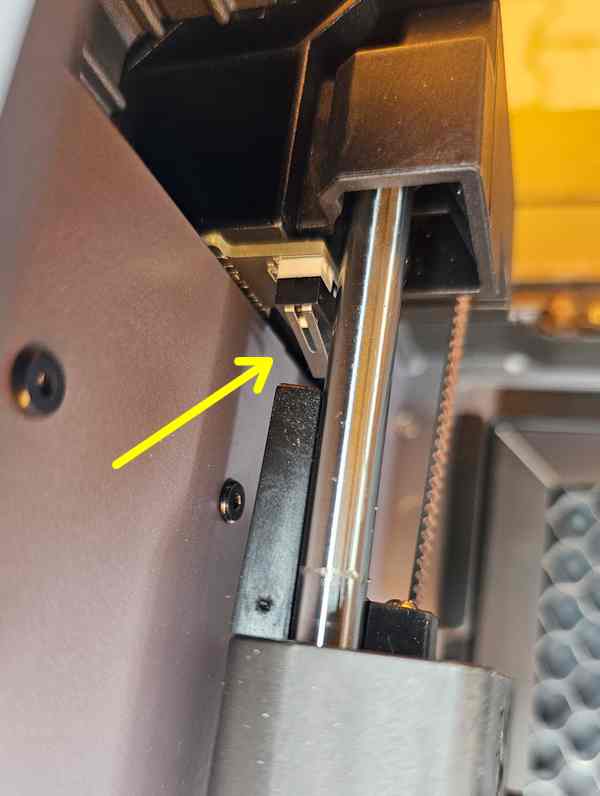
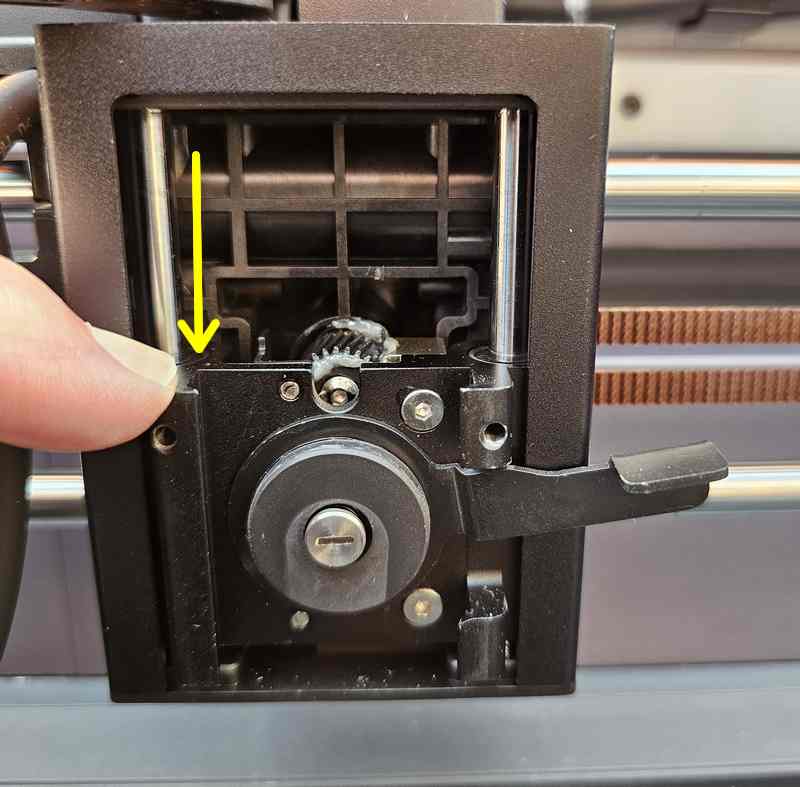
La tête Laser est montées sur une pièce mobile et verrouillée avec le levier qu’on voit sur la droite (photo ci-dessus). On voit que cette pièce est montée sur 2 axes (les tiges chromées de chaque côté).

Une roue dentée et une crémaillère permettent à la machine de déplacer en hauteur la tête Laser pour que le faisceau soit focalisé sur la pièce. Elle se repère au tir laser venant du laser d’appoint situé dans l’angle avant droit.
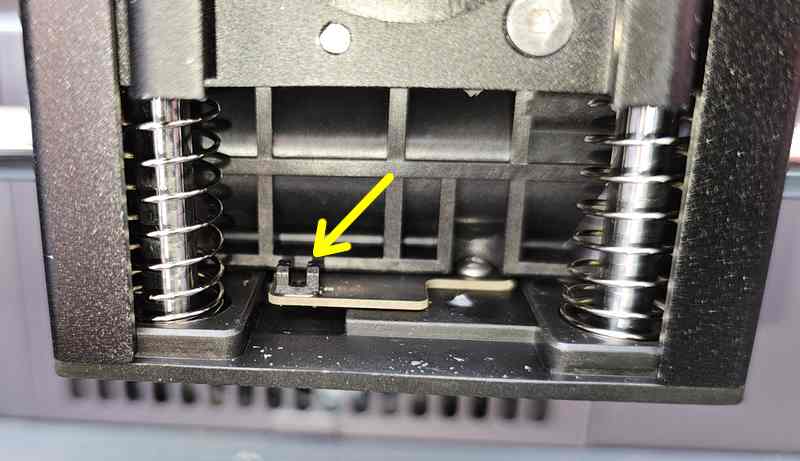
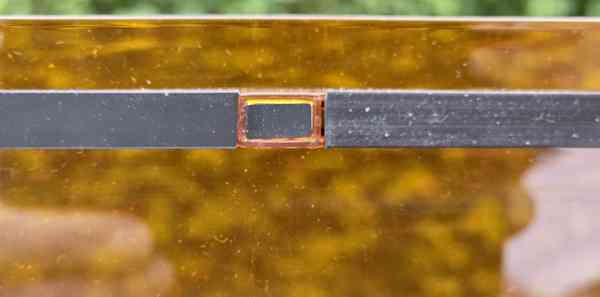
Les ressorts facilitent la remontée du support et une fourchette optique (flèche jaune) sert de fin de course.
A l’arrêt, on peut déplacer le support de tête à la main.

Ici j’ai démonté la buse de la tête Laser (elle se dévisse simplement) pour voir l’accès à la lentille de sortie de la tête laser. Pas de souci pour le nettoyage ou un éventuel remplacement. Il n’y a pas de lentille de remplacement livrée avec la machine.

Premier test… Le laser fonctionne (oui, j ai pris une photo derrière la porte transparent orange 😉
Le laser d’appoint qui sert pour la mise au point. Il envoie un point sur le centre de la machine, à vous de positionner l’objet à graver à cet endroit.

Ici j’ai utilisé les démos incluses pour tester la machine (gravure ligne et gravure image).
Aujourd’hui, le Falcon A1 PRO règle le focus automatiquement grâce à son faisceau laser et son autofocus intelligent. Plus besoin d’ajuster à la main : la précision, c’est automatique !
Mise en route de la machine
Le démarrage
Au démarrage de la machine on a un splash screen Creality Falcon qui dure quelques secondes
On peut ensuite choisir la langue, ce sera chinois ou anglais…
Il faudra accepter les conditions d’utilisation
Choisir son réseau Wifi
et entrer sa passphrase pour connecter la machine au réseau. Sur cet écran tactile avec la navigation entre minuscules, majuscules et caractères spéciaux ce n’est pas vraiment convivial, mais on ne le fait qu’une fois, alors c’est acceptable.
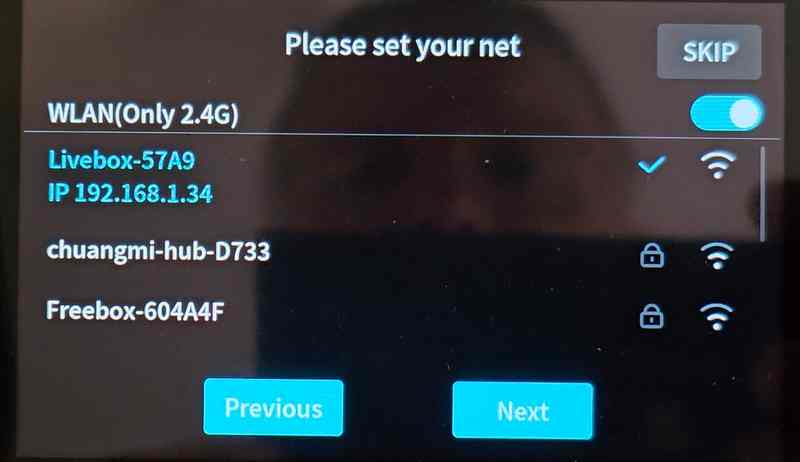
Et le Falcon 1 PRO est maintenant connecté au réseau WiFi.
—
—
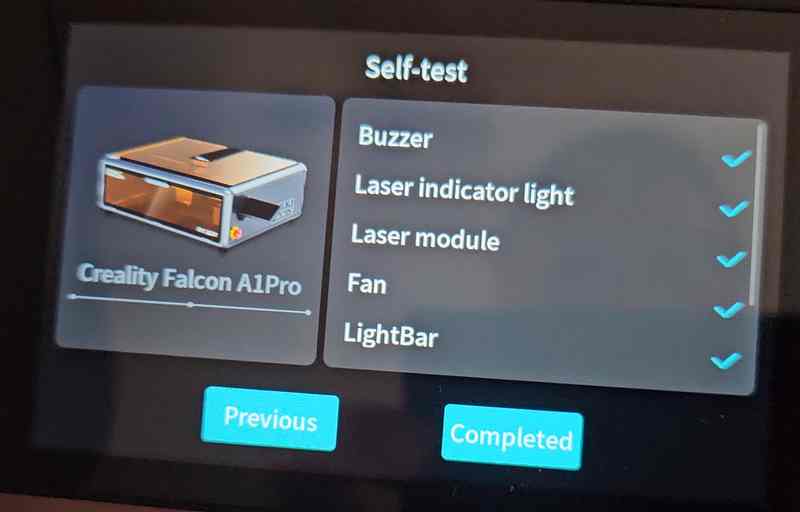
La machine réalise un auto-test
et vous rappelle de ne pas laisser traîner vos mains pleines de doigts dans la zone illuminée par le Laser pour éviter toute brûlure.
A noter qu’un site : CraftSeek offre gratuitement tout un tas d’exemples pour la A1 et la A1 PRO.
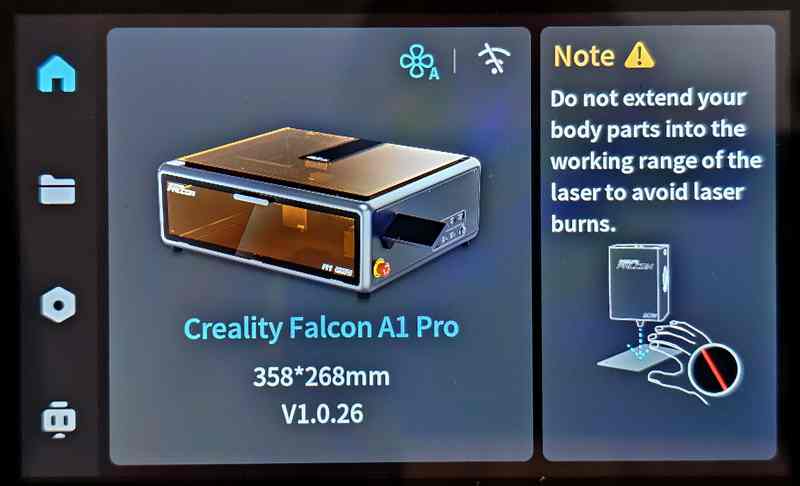
Accès par l’écran tactile
Une fois la machine démarrée vous pourrez y accéder directement par l’écran tactile

Vous pourrez choisir une image déjà chargée dans l’appareil, ajouter un texte, le positionner. Ici on trouve également le bouton Autofocus pour régler automatiquement la hauteur de la tête Laser par rapport à l’objet à graver (au centre de la zone), Frame pour vérifier la zone sur laquelle le Laser va intervenir et Start Processing pour lancer la gravure. L’avantage en production c est que la machine va être autonome et pourra fonctionner sans autre connexion.
Piloter avec un smartphone ou une tablette

Commencez par installer l’application Falcon Design Space que vous trouverez disponible pour Android et pour Apple.
Android : https://play.google.com/store/apps/details?id=com.falconapp.creality
Apple : https://apps.apple.com/us/app/falcon-design-space/id6743741843
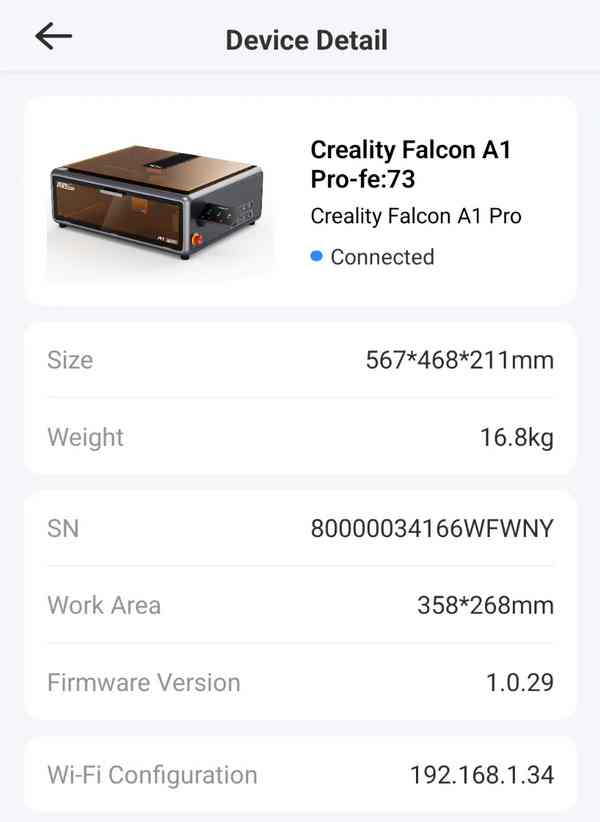
A l’ouverture de l’application vous connecterez la Falcon A1 PRO, ensuite lors des mises en route suivantes, la machine apparaîtra comme ici : Connected.
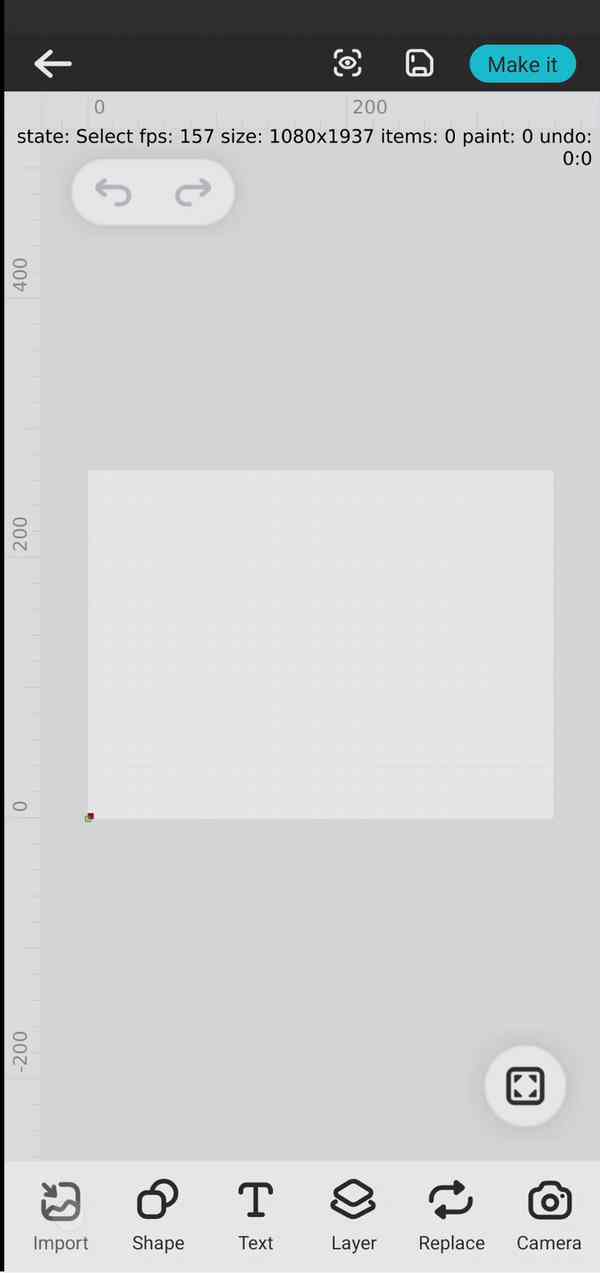
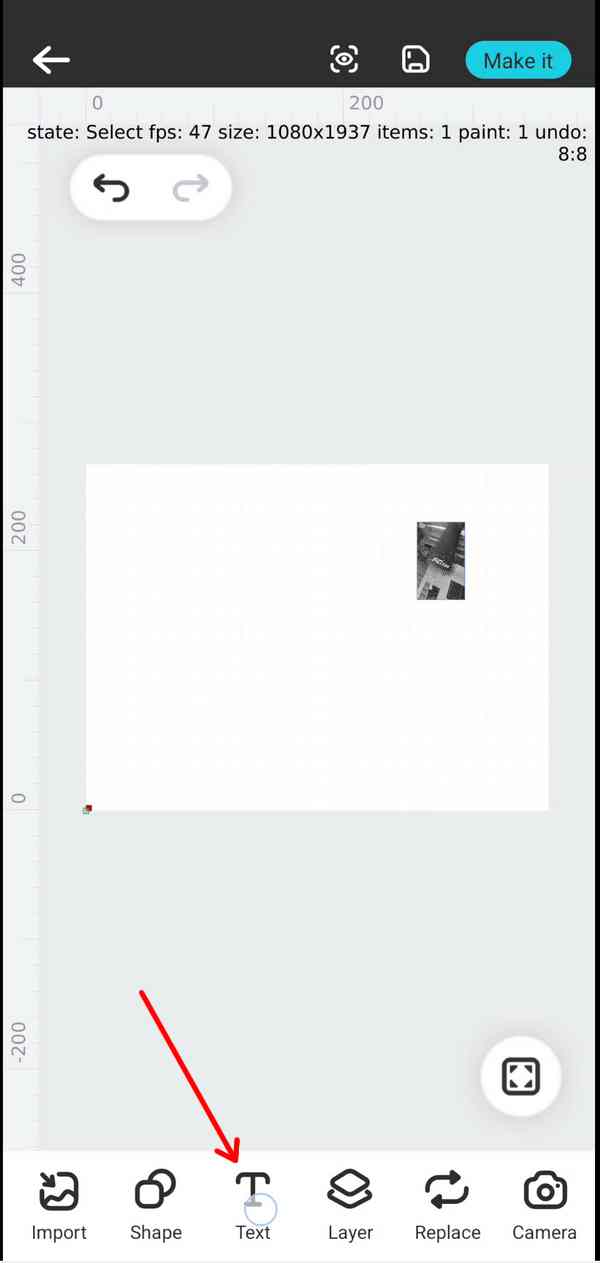
Lorsque vous accédez à la machine, vous voyez la surface de travail et allez pouvoir par exemple choisir une image à graver.
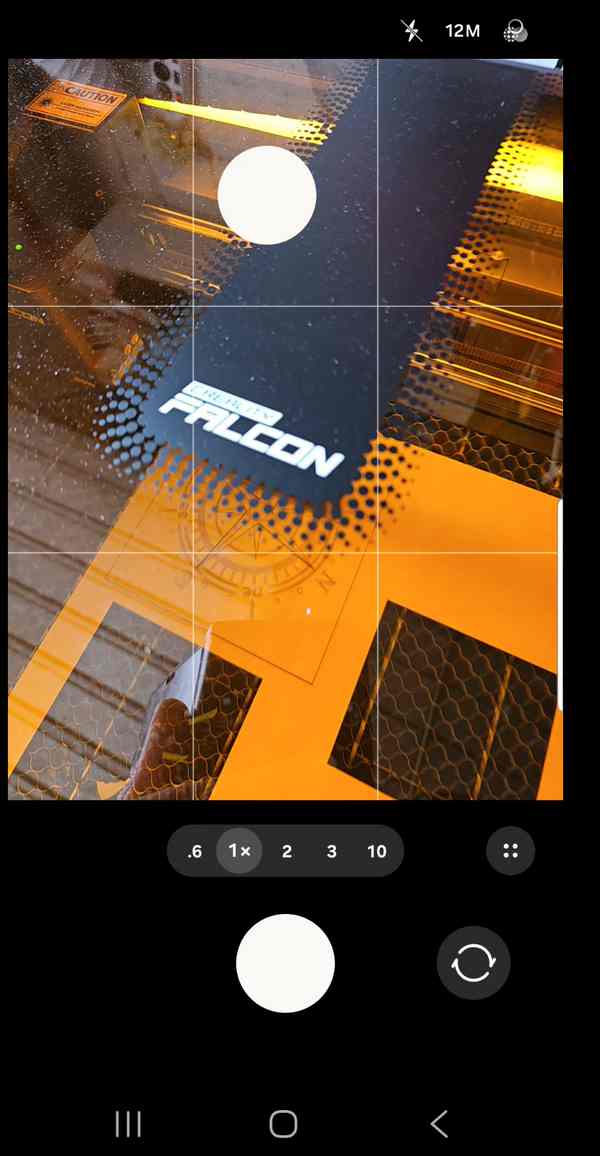
Bon, ici je ne me suis pas foulé, j’ai choisi de prendre une photo, et comme j’étais devant la machine, j’ai photographié… le dessus de la Falcon A1 PRO 😉 L’arroseur arrosé, en quelque sorte !
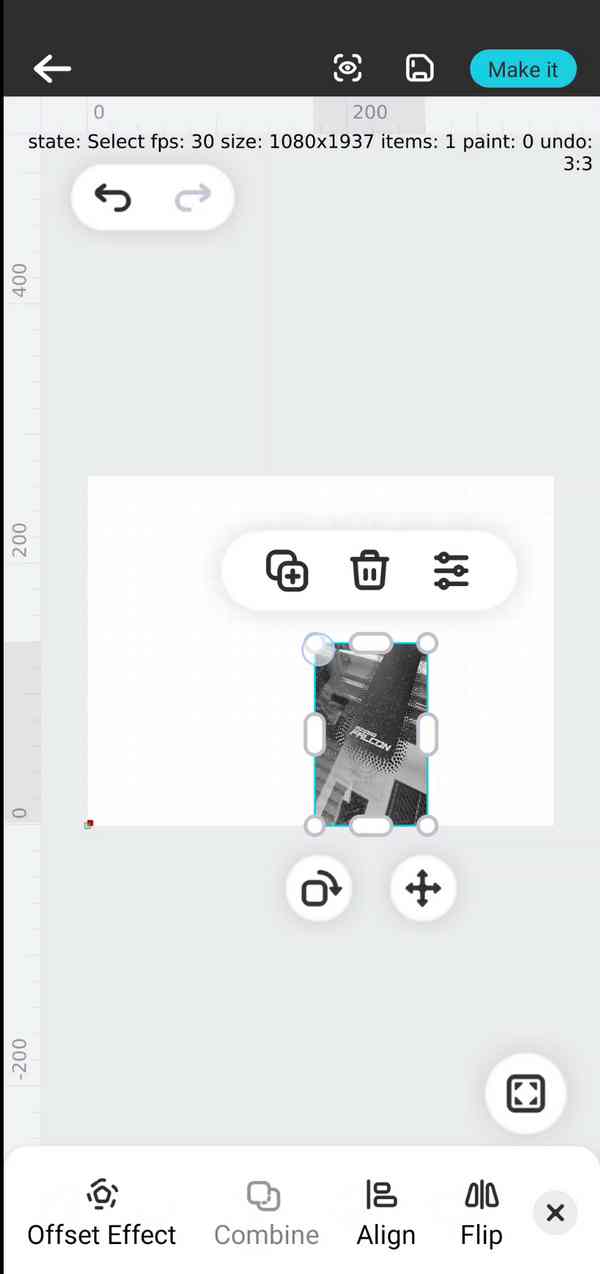
On retrouve l’image sur la surface de travail, vous pouvez alors la positionner, la faire tourner, changer sa taille… C’est pratique pour adapter la gravure à un objet posé « à l’arrache » sur la grille.
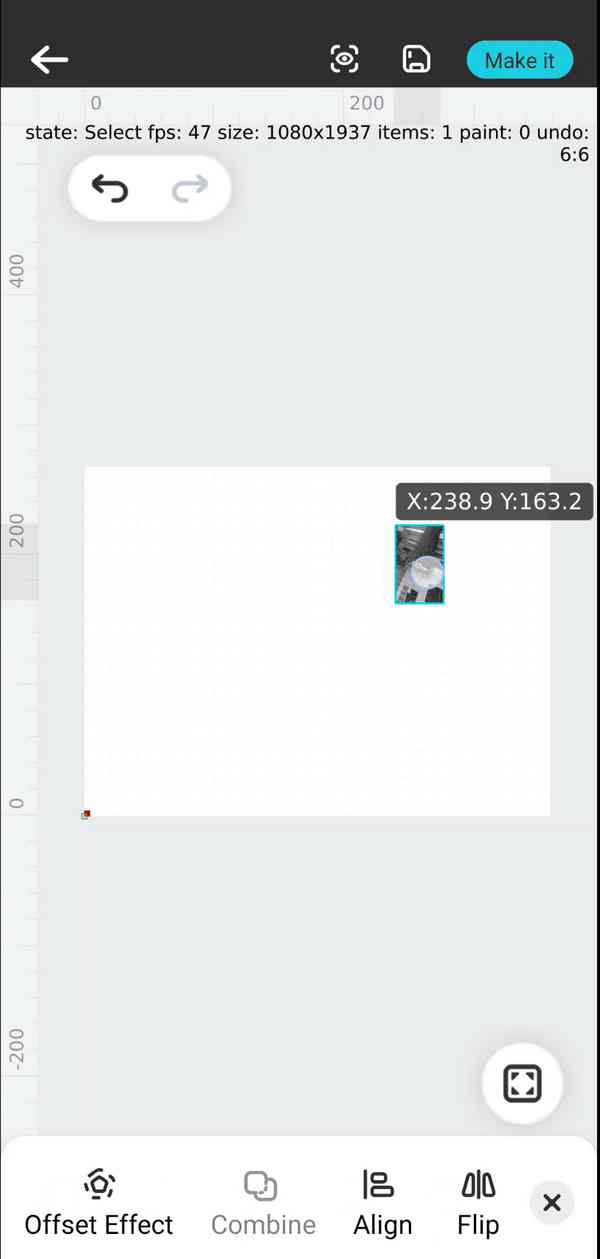
Une fois que votre image est correctement positionnée
vous pouvez ajouter du texte
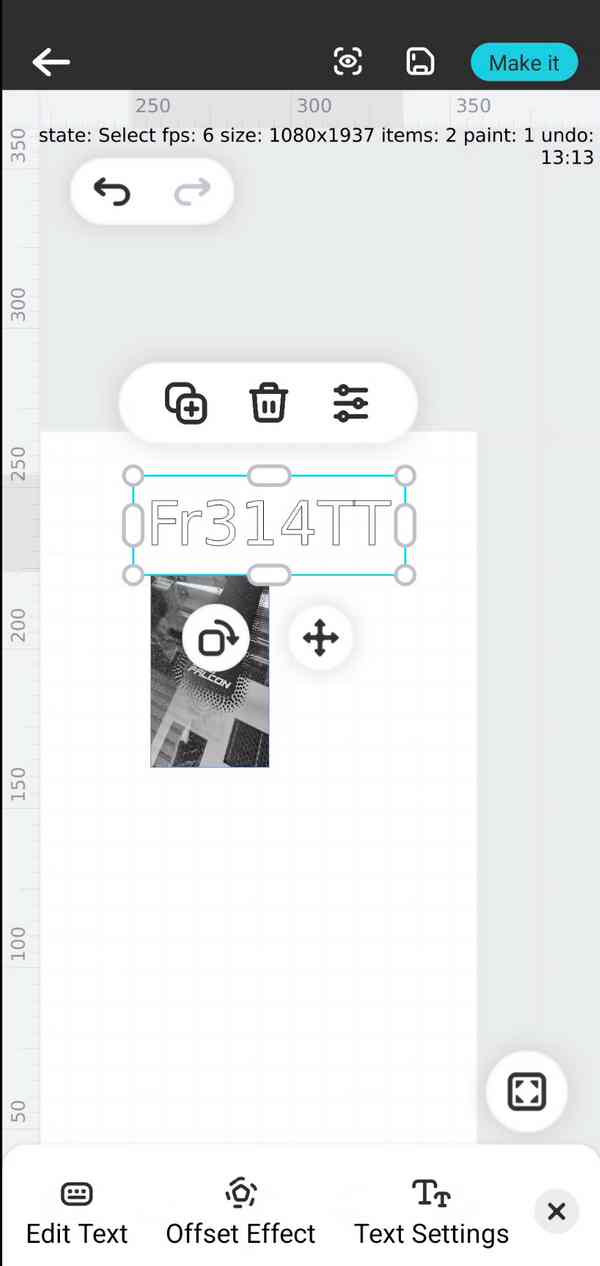
J’avoue que sur un smartphone et avec mes gros doigts j ai eu un peu de mal à saisir le texte et à effacer les lettres qui ne me convenaient pas.

Tout est prêt pour la gravure, on peut paramétrer la machine mais euh… il faudra que Creality traduise les termes car certains sont toujours en chinois dans cette version. En général ils sont assez réactifs sur ce genre de choses.
Pour ma part j ai utilisé un traducteur en ligne pour savoir de quoi ça causait, mais il faudra améliorer ça !
Vous ne pourrez pas lancer la gravure depuis le smartphone. C’est une question de sécurité ! Il faudra valider la mise en route de la machine sur l’écran tactile. Cela assure qu’il y a une présence humaine à côté de la Falcon A1 PRO. Reportez vous à la partie sécurité pour plus d’infos (risque d’incendie, présence obligatoire quand la machine fonctionne, prévoir un extincteur…)
Vous pourrez surveiller les opération sur le smartphone, ce qui ne dégage pas d’assurer une présence à proximité immédiate de la machine. On voit trop, sur les réseaux sociaux, de machines détruites, parce qu’un objet gravé a pris feu et a détruit la tête laser, la machine et parfois l’atelier complet.
🐔 Le syndrome du poulet Facebook
Vous avez déjà mis un poulet au four, lancé la minuterie… et décidé de « jeter un œil rapide » sur Facebook ? Résultat : vous avez mangé du charbon et déclenché l’alarme fumée 🙄.
Eh bien, c’est pareil avec la gravure laser. Vous lancez la découpe, jetez un œil rassurant sur l’appli mobile… puis vous zappez. Une notif, une vidéo de chat, et vous voilà embarqué. Sauf qu’un laser, lui, ne prend pas de pause.
Le smartphone vous informe… mais ne remplace pas votre présence ! Un petit morceau de bois qui prend feu, et c’est la tête laser qui fond, la machine qui grille, et parfois, l’atelier qui flambe. 💥🔥
Donc : on reste à proximité pendant toute la gravure.
Le laser n’est pas une imprimante à selfie. C’est une machine puissante, précise… et à surveiller comme le poulet du dimanche 😅.
Piloter la machine avec Lightburn
Je suis habitué à utiliser Lightburn avec les graveurs laser, c’est donc tout naturellement ce que j’ai mis en œuvre. Petit souci :
🔧 Limitations actuelles sous LightBurn
Même si LightBurn permet une utilisation plus fine et professionnelle du Falcon A1 PRO, certaines fonctions ne sont pas encore prises en charge à ce jour :
-
❌ Pas d’autofocus intégré :
Il n’existe ni bouton ni commande spécifique dans LightBurn pour déclencher la mise au point automatique. Il faut donc effectuer l’autofocus depuis l’écran tactile de la machine avant de lancer la gravure. -
❌ Caméra non reconnue :
Bien que la Falcon A1 PRO intègre une caméra, celle-ci n’est pas visible depuis LightBurn. Impossible donc pour l’instant d’utiliser les fonctions de positionnement par visée caméra ou de visualisation en temps réel dans le logiciel.
👉 Mon contact chez Creality m’informe que les équipes travaillent sur ces limitations qui devraient être levées dans une future mise à jour firmware et/ou via une mise à jour ou un plugin LightBurn. À ce jour (firmware 1.0.29), l’usage du laser infrarouge 1064 nm avec LightBurn n’est pas documenté et semble non pris en charge officiellement.
Piloter la machine avec l’appli officielle Falcon Design Space
Voici le lien pour télécharger Falcon Design Space (PC / Mac)
👉 https://webapp.craftseek.com/#/download
Ce lien mène vers la plateforme CraftSeek, utilisée par Creality pour ses logiciels dédiés à la gravure laser.
Vous y trouverez :
-
🖥️ Le logiciel Falcon Design Space pour Windows et macOS
-
📱 Les versions mobiles pour Android et iOS
Ce logiciel permet de tirer pleinement parti des capacités de la Falcon A1 PRO. Il est fortement recommandé pour utiliser toutes les fonctionnalités avancées de la machine. Pour un usage plus technique (G-code, calques multiples, gravure vectorielle complexe), LightBurn reste un excellent complément, même s’il ne prend pas encore en charge certaines fonctions propriétaires (comme le changement de tête laser ou l’autofocus).
La documentation en ligne est sur cette page.
🖥 Mise en route de Falcon Design Space sur PC

Lors du premier lancement du logiciel, vous sélectionnerez votre machine (Falcon A1 Pro).

Le logiciel affiche ensuite une aide à la connexion, illustrée étape par étape.
⚠️ À noter : la capture concerne ici le Falcon A1, or le modèle A1 Pro dispose quant à lui de deux ports USB.
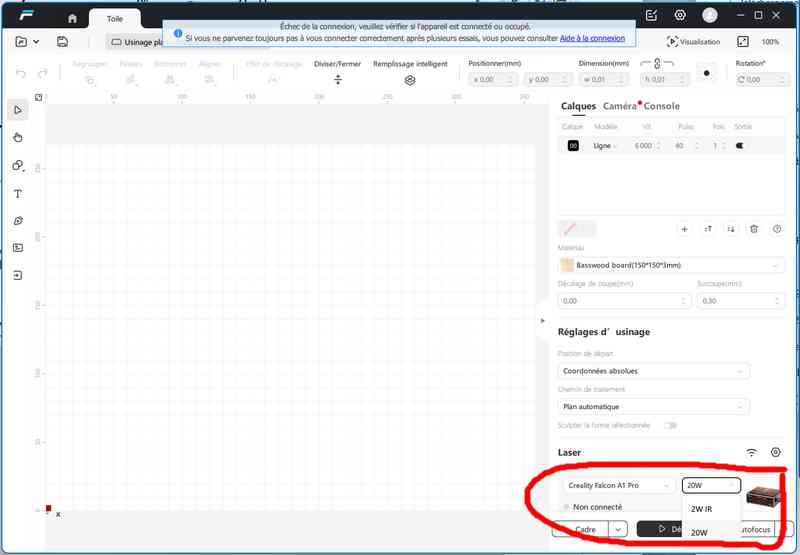
Une fois la connexion établie, les commandes principales apparaissent en bas à droite :
-
Sélection de la tête laser à utiliser (20W ou 2W IR)
-
Bouton Autofocus pour la mise au point automatique
-
Contrôle du cadre, du début de gravure et de la connexion machine
Calibration de la caméra
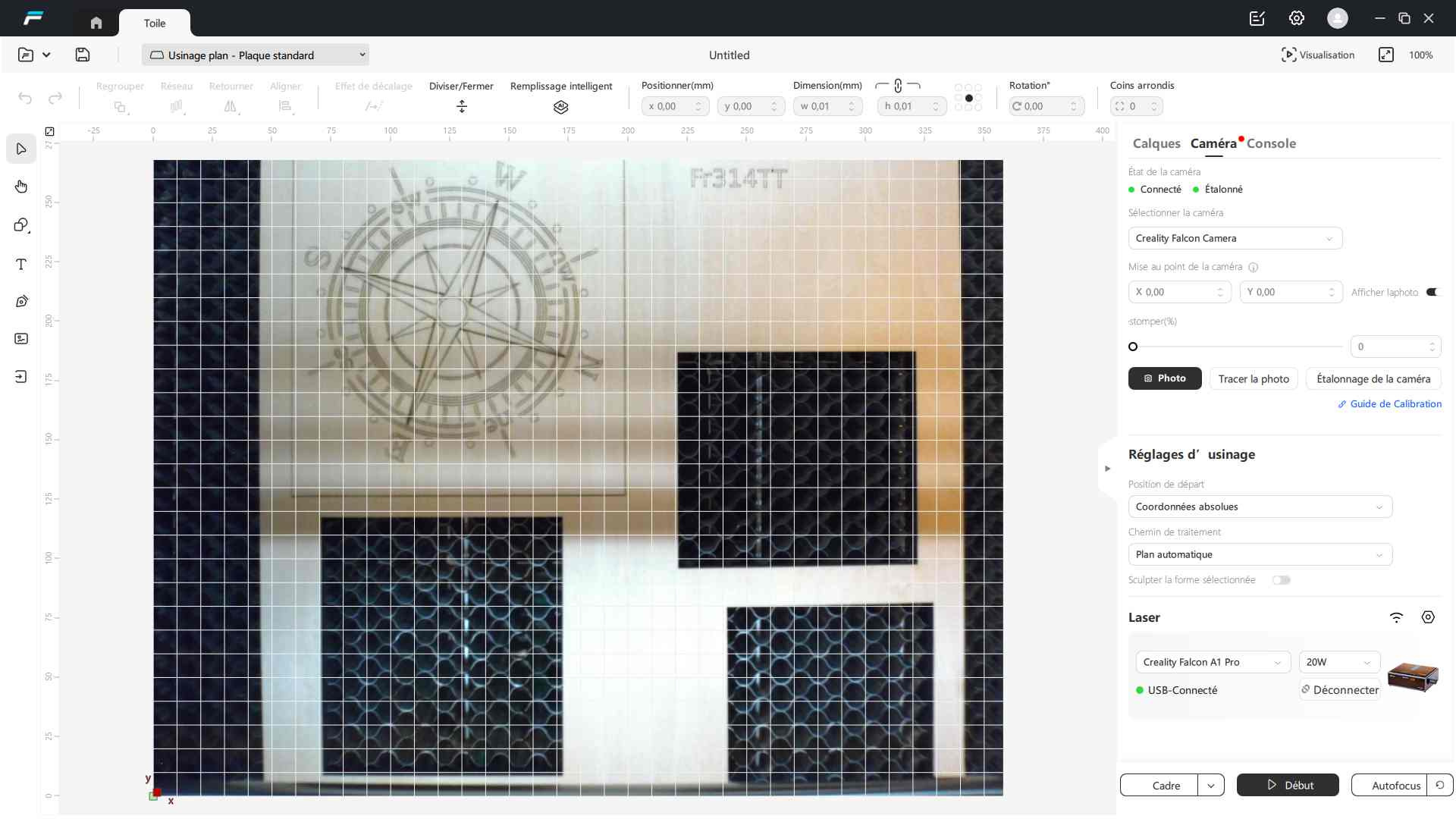
La caméra n’est pas calibrée au départ, on va donc commencer par cette étape indispensable si on veut que le positionnement des gravures coïncide exactement avec les objets déposés sur la grille.
Le Falcon A1 PRO est fourni avec une carte garnie de points qui sert à l’étalonnage de la caméra.
—
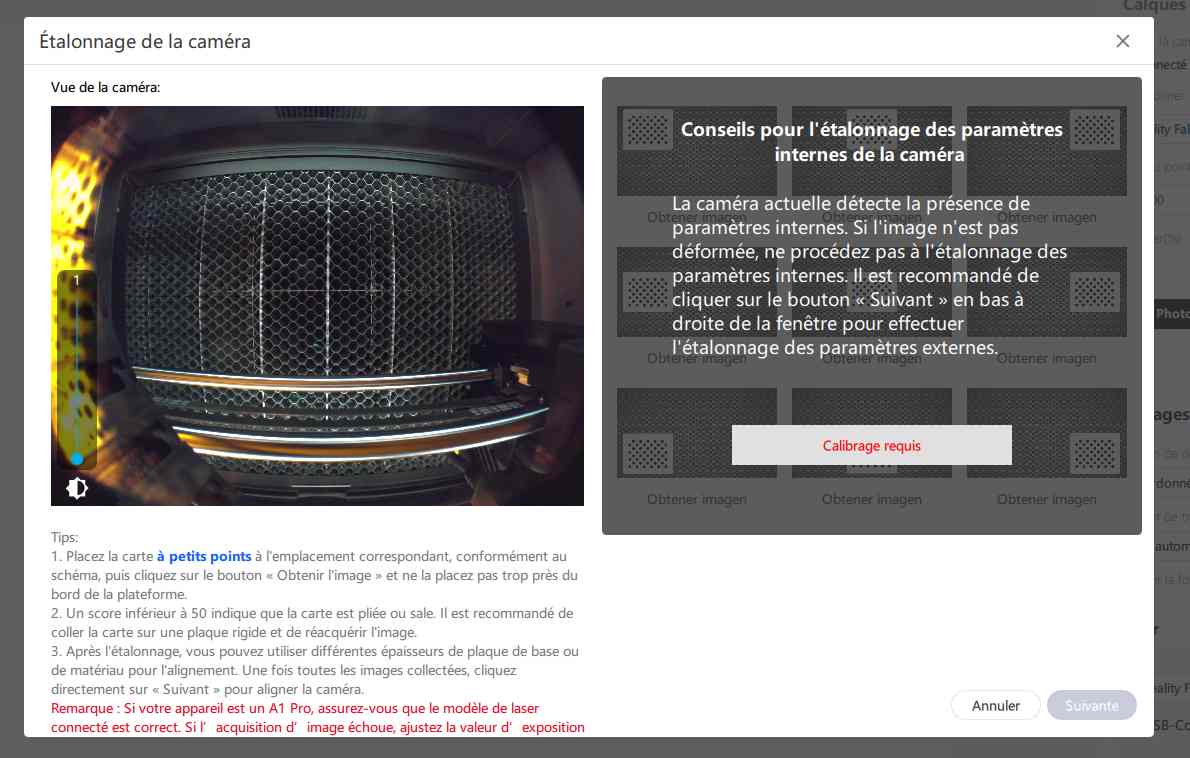
Pour que la caméra de la Falcon A1 PRO puisse « voir » avec précision où se trouve votre motif sur la planche, elle doit comprendre comment sa propre lentille déforme l’image (effet fish-eye). Sans cette correction, il serait impossible de positionner votre fichier exactement là où vous le voulez.🧠 Comment ça fonctionne ?
On utilise une carte avec des petits points noirs (grille de calibration). En la plaçant à différents endroits du plateau et en capturant plusieurs images, le logiciel peut analyser les déformations visibles dans chaque zone.
📐 Ce que fait le logiciel :
Il repère les points de la grille et mesure comment ils sont déformés à travers l’objectif. Grâce à un algorithme de correction, il reconstitue une image plane et fidèle du plateau. Une fois cette cartographie réalisée, chaque clic sur l’écran correspond à un point réel sur la planche.
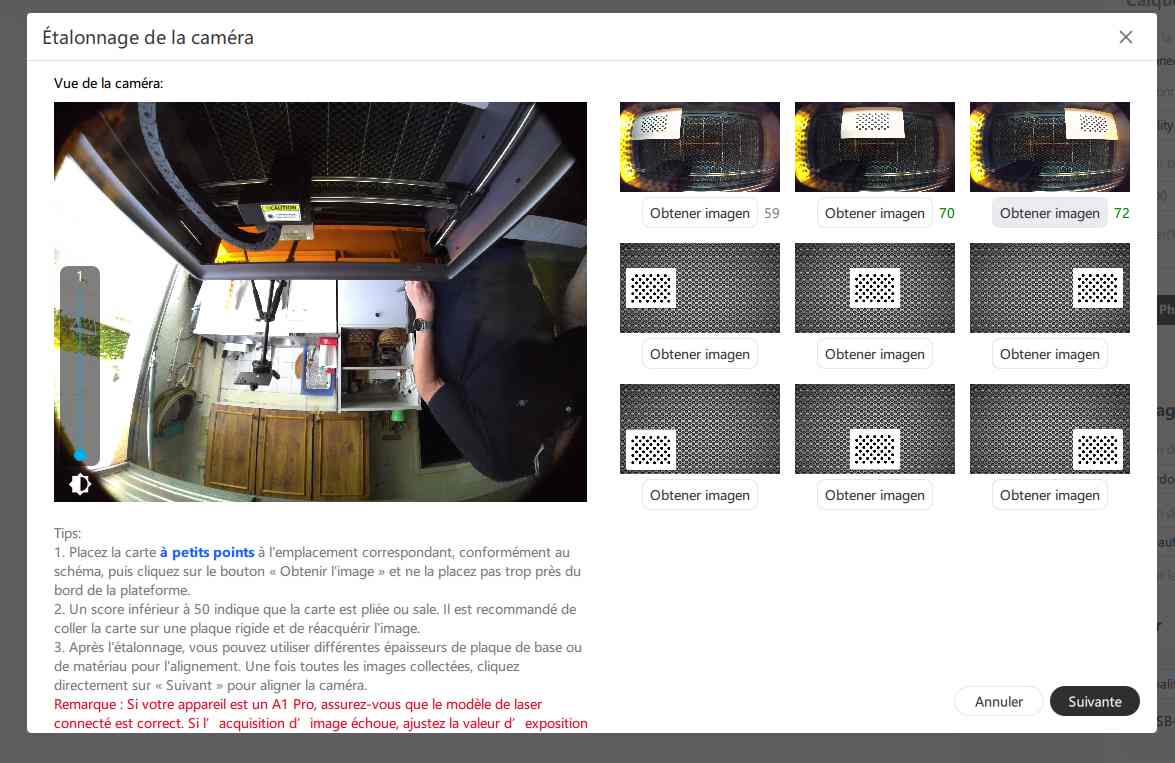
📊 À propos du score d’image :
Chaque image est notée automatiquement selon la qualité de reconnaissance de la grille.
✅ Score ≥ 70 : très bon, image validée
⚠️ Score entre 50 et 69 : correct, mais améliorable
❌ Score < 50 : rejetée — la carte peut être floue, sale, déformée ou trop proche du bord
⚠️ Conseils :
- Utilisez une carte bien propre et bien plate
- Ne la placez pas trop au bord du plateau
- Répétez l’opération sur plusieurs zones du plateau
- Fixez la carte sur une plaque rigide si besoin
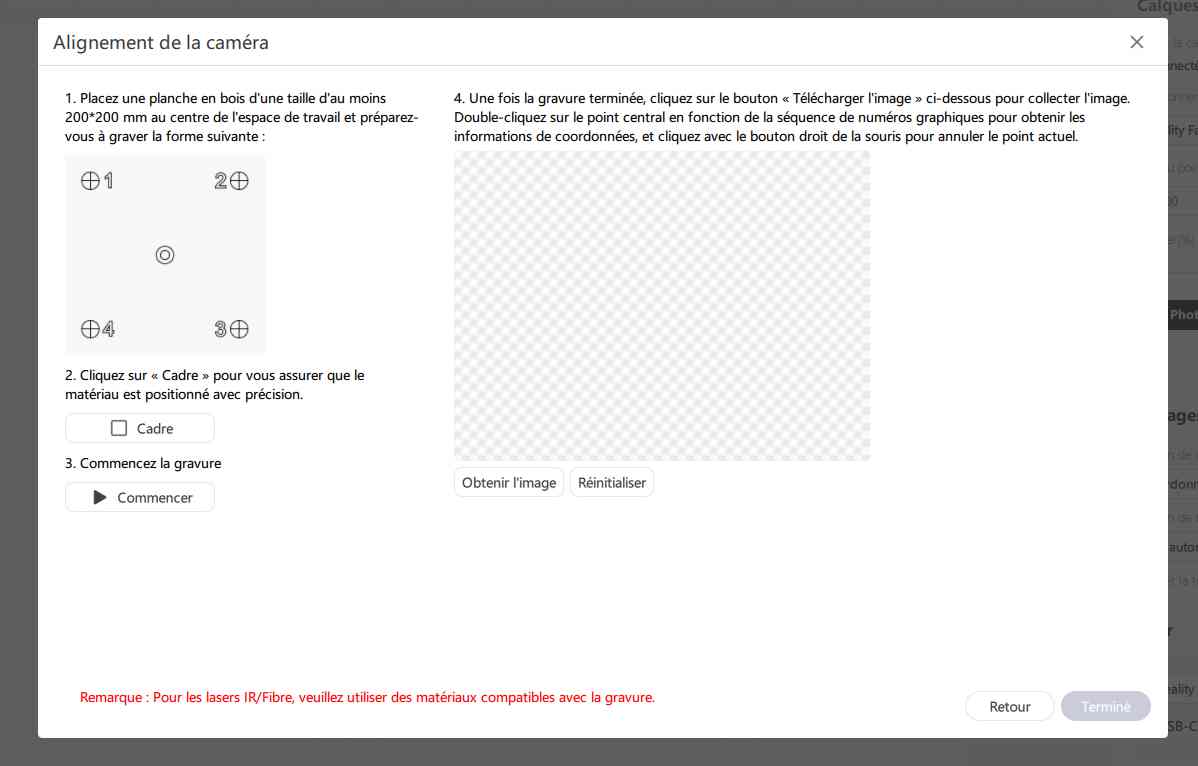
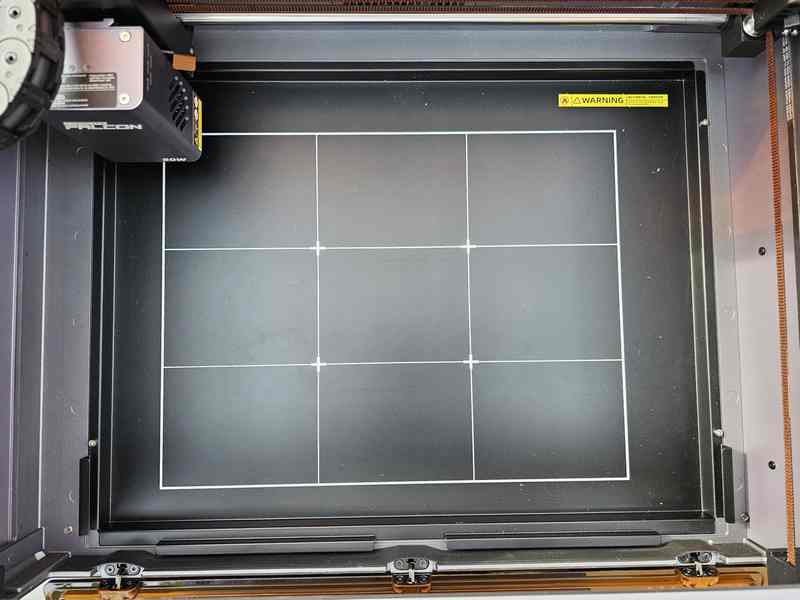
Une fois l’étalonnage terminé on place une plaque de bois de taille supérieure à 20×20 cm et la machine grave une mire
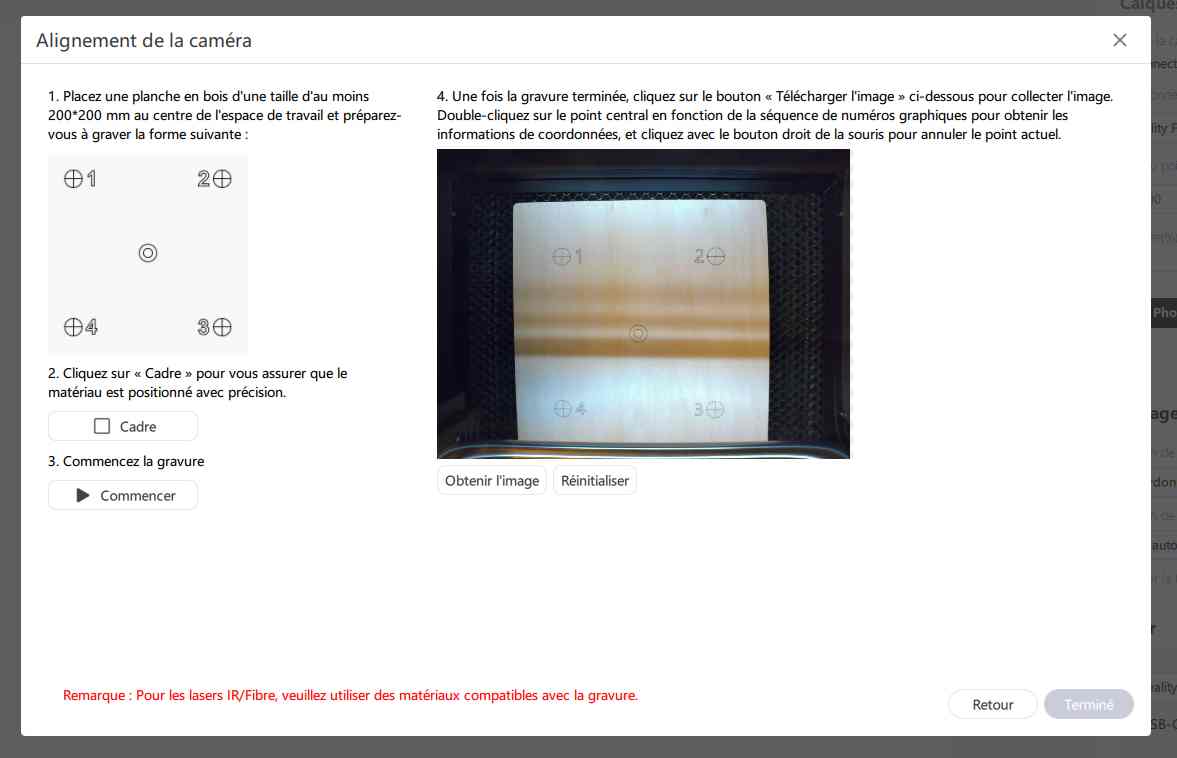
La mire comporte 4 cibles numérotées de 1 à 4, on va maintenant vérifier l’étalonnage :
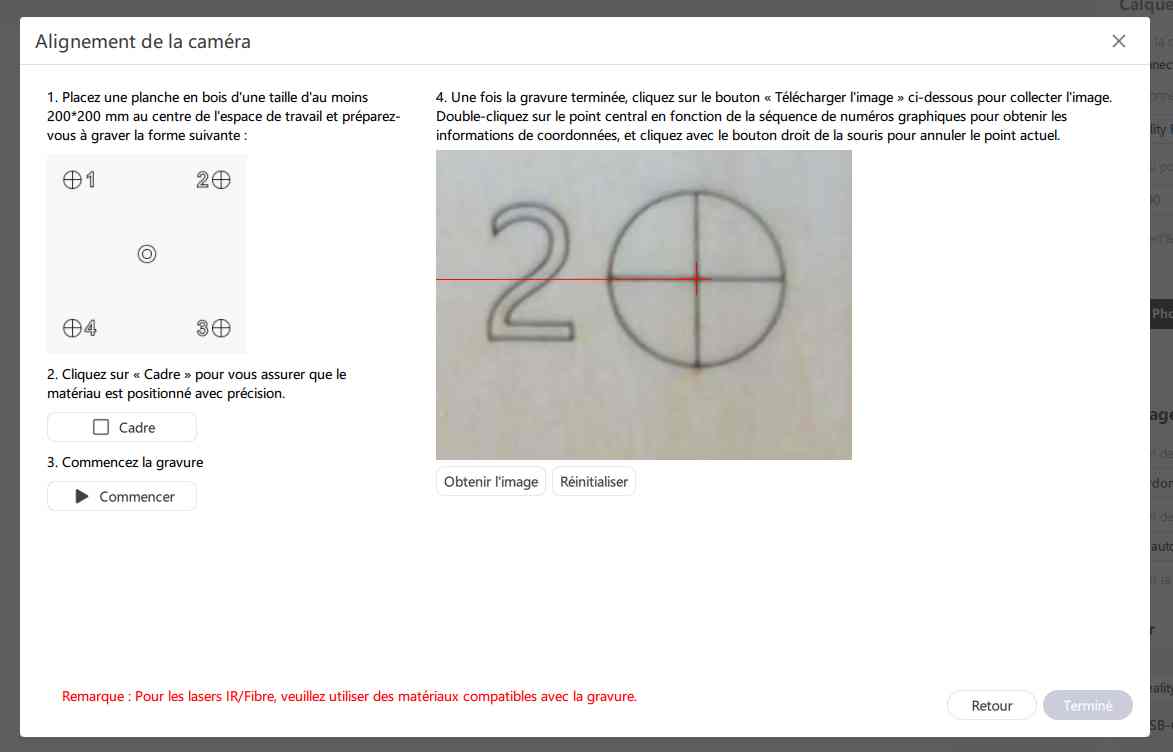
Zoomez avec la molette de la souris et double cliquez EXACTEMENT au centre des cibles dans l’ordre des numéros : 1, 2, 3, 4
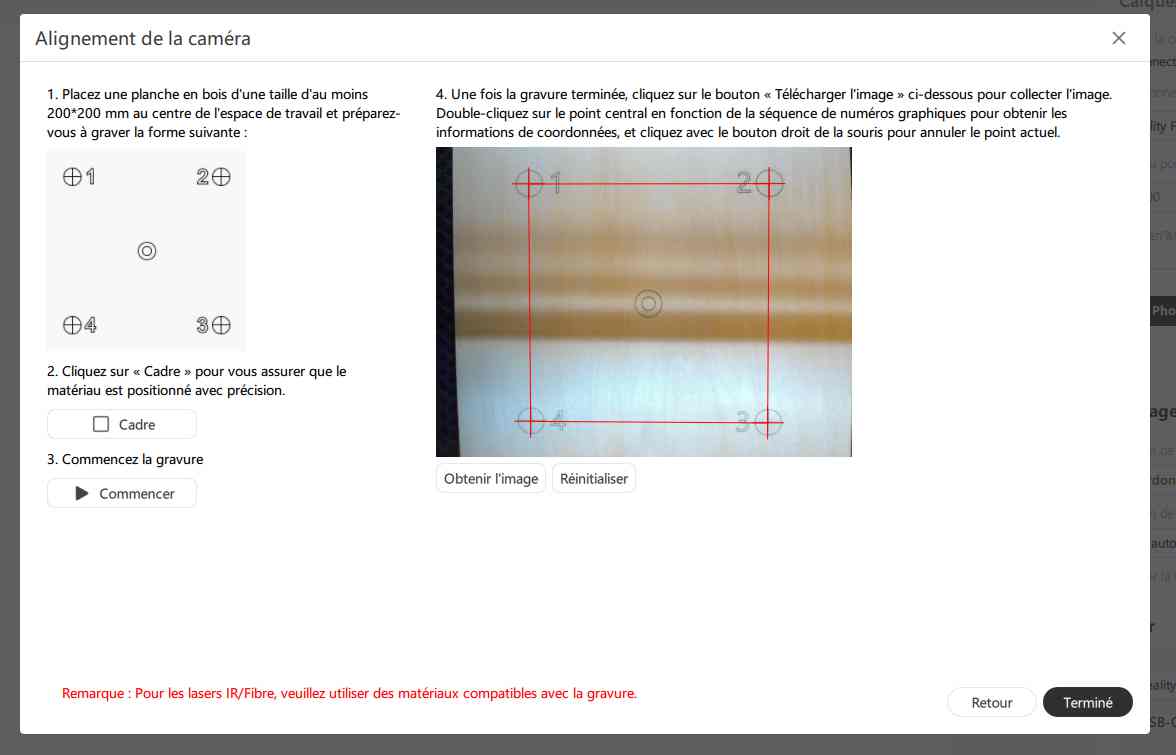
Cela va permettre à Falcon Design Space de vérifier que ses calcules sont justes, et d’affiner ses réglages
J’ai ensuite utilisé une plaque de contreplaqué déjà utilisée pour le dernier test
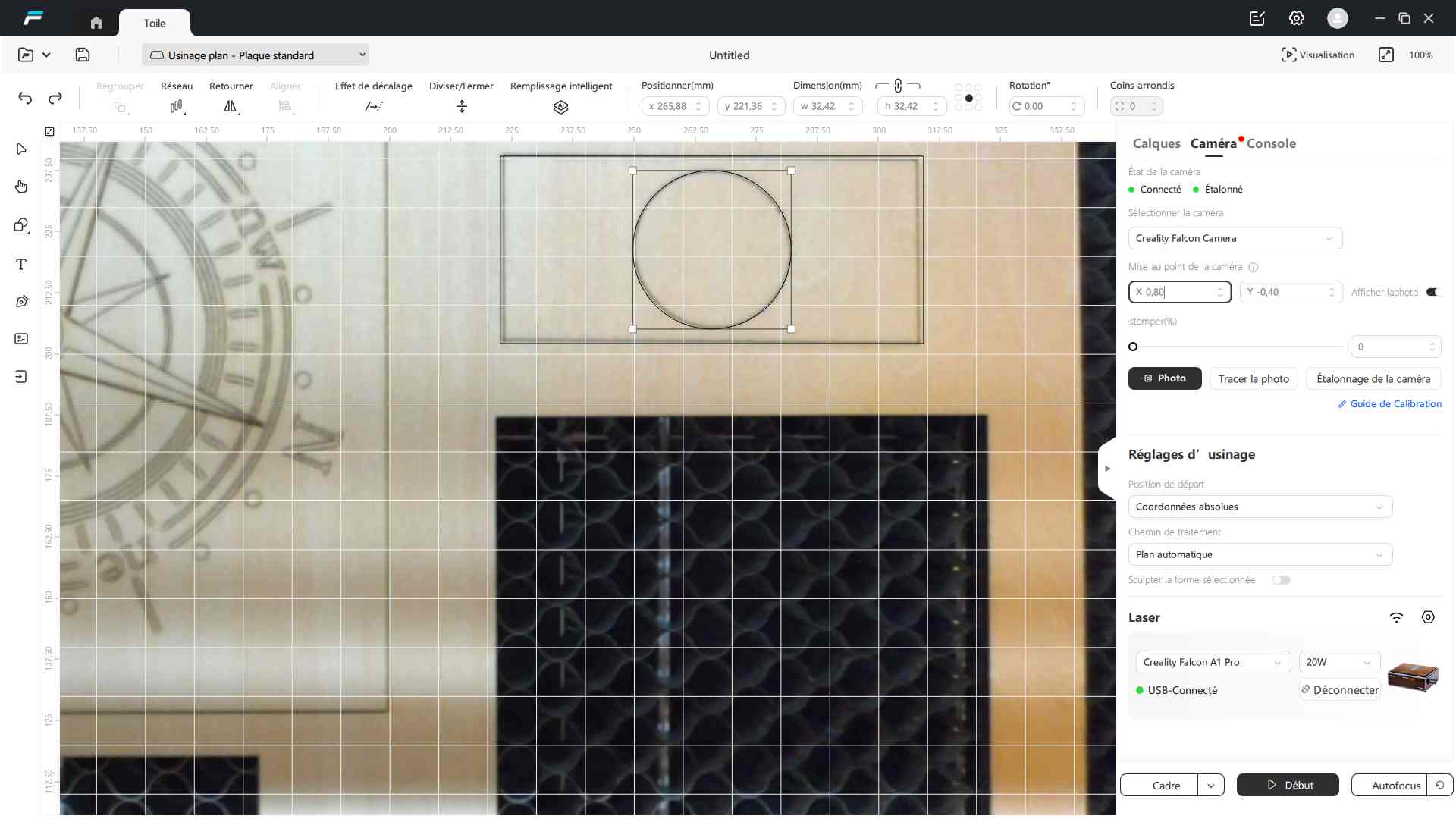
J’ai gravé un rectangle et un cercle et sur la partie droite de l’écran un ajustement X et Y permet d’aligner encore plus exactement la zone gravée avec le dessin dans le logiciel. A partir d’ici la caméra est étalonnée et ce que vous positionnerez à l’écran sera correctement reproduit « en vrai ».
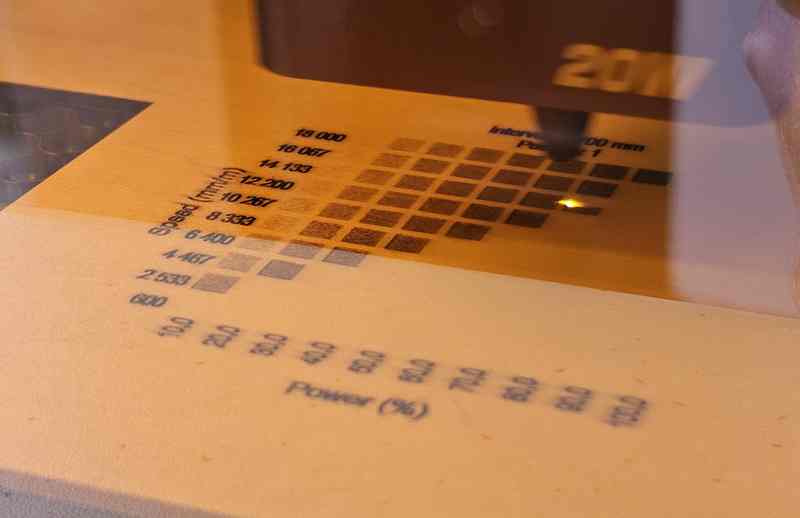
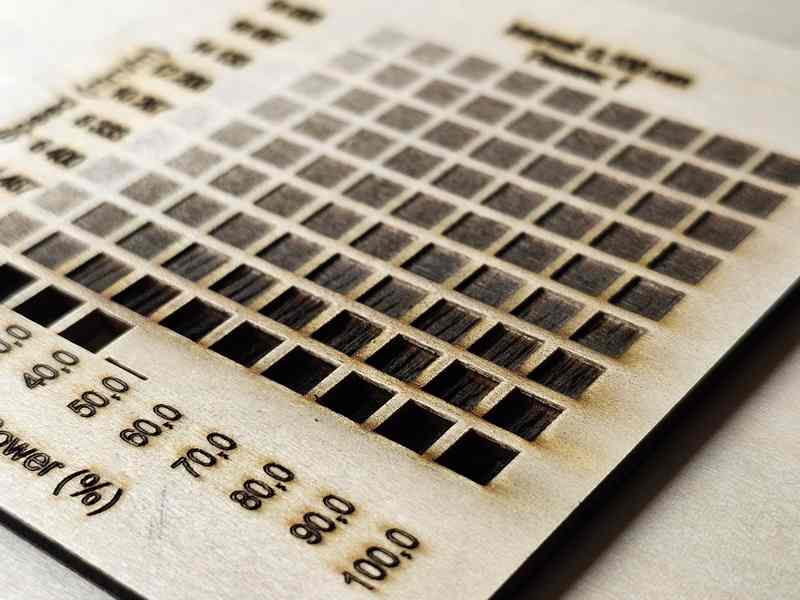
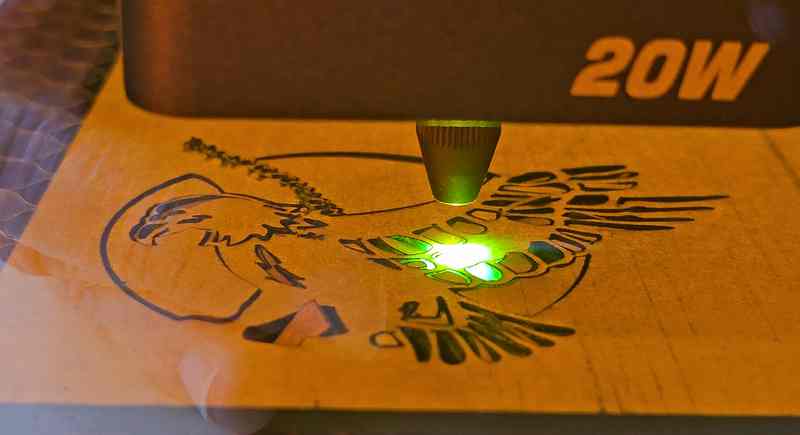
Gravure et découpe bois avec le laser 20w de la Creality Falcon A1 PRO
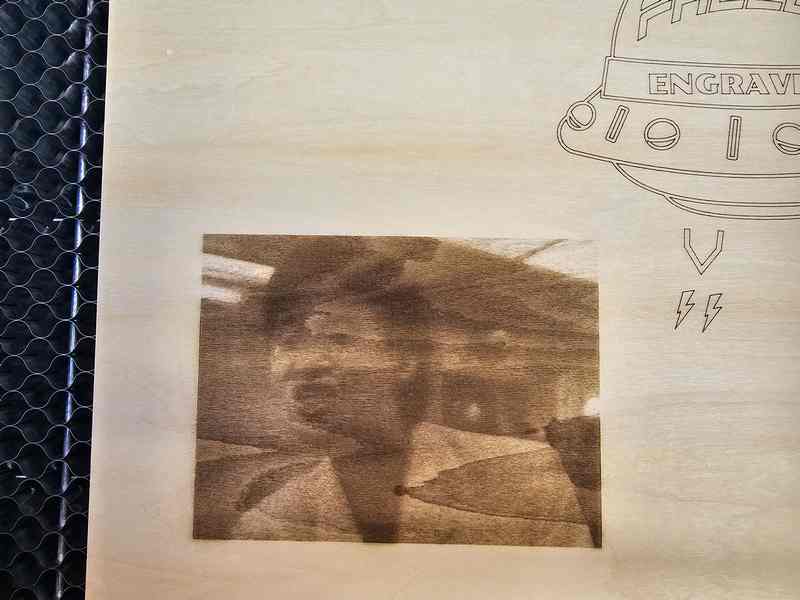
Test de gravure d’image et de gravure de ligne
 Gravure de ligne sur contreplaqué blanc
Gravure de ligne sur contreplaqué blanc
 Gravure de ligne sur contreplaqué blanc
Gravure de ligne sur contreplaqué blanc
 Gravure de ligne sur contreplaqué blanc
Gravure de ligne sur contreplaqué blanc
 Test de noircissement (remplissage Lightburn)
Test de noircissement (remplissage Lightburn)
 Test de noircissement (remplissage Lightburn)
Test de noircissement (remplissage Lightburn)
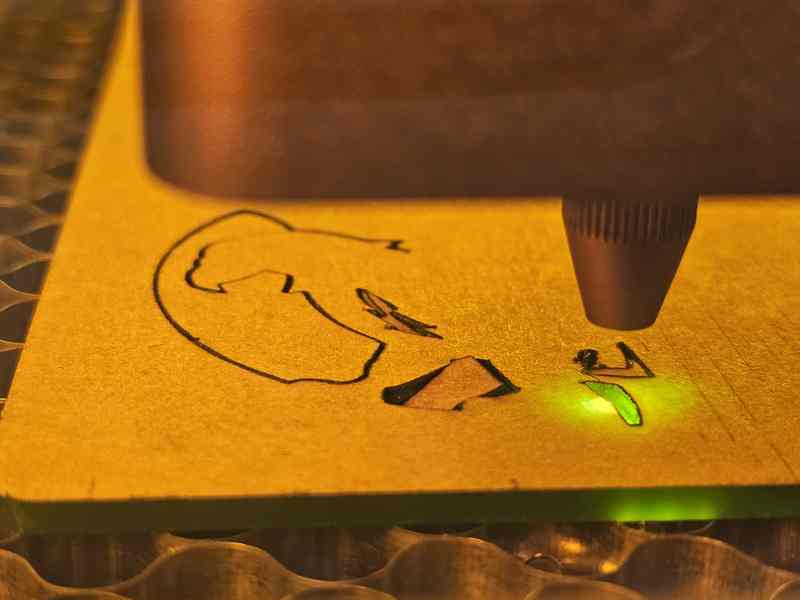 Découpe acrylique vert 3mm
Découpe acrylique vert 3mm
 Découpe acrylique vert 3mm
Découpe acrylique vert 3mm
 Découpe acrylique vert 3mm
Découpe acrylique vert 3mm
⚠️ Découpe de l’acrylique : belle… mais pas sans danger !
L’acrylique (souvent appelé Plexiglas ou PMMA) se découpe très bien au laser, avec des arêtes lisses et nettes. Mais attention : cette opération libère des fumées irritantes et potentiellement toxiques.
- Ventilation indispensable : travaillez toujours dans un local bien ventilé ou avec un système de filtration performant.
- Ne jamais utiliser de PVC à la place : il dégage du chlore (acide chlorhydrique + gaz toxiques) mortel pour vous… et votre machine.
- Odeur piquante ? Arrêtez la découpe, vérifiez la matière. Un simple doute = abstention !
👃 Conseil : si ça pique les yeux ou la gorge, c’est mauvais signe. Ne respirez jamais les vapeurs issues de la découpe, surtout sans extraction adaptée.
Gravure sur métal avec le laser IR 2w 1064 nm de la Creality Falcon A1 PRO
Place aux essais ! Après la configuration de la machine et l’étalonnage précis de la caméra, il est temps de passer à la pratique. Le module infrarouge 1064 nm de la Falcon A1 PRO promet une gravure fine et durable sur différents métaux, là où les lasers bleus classiques montrent leurs limites. Inox, aluminium, cuivre… voyons ce que cette tête laser a dans le ventre.
Gravure sur INOX avec le laser IR 2w 1064 nm de la Creality Falcon A1 PRO
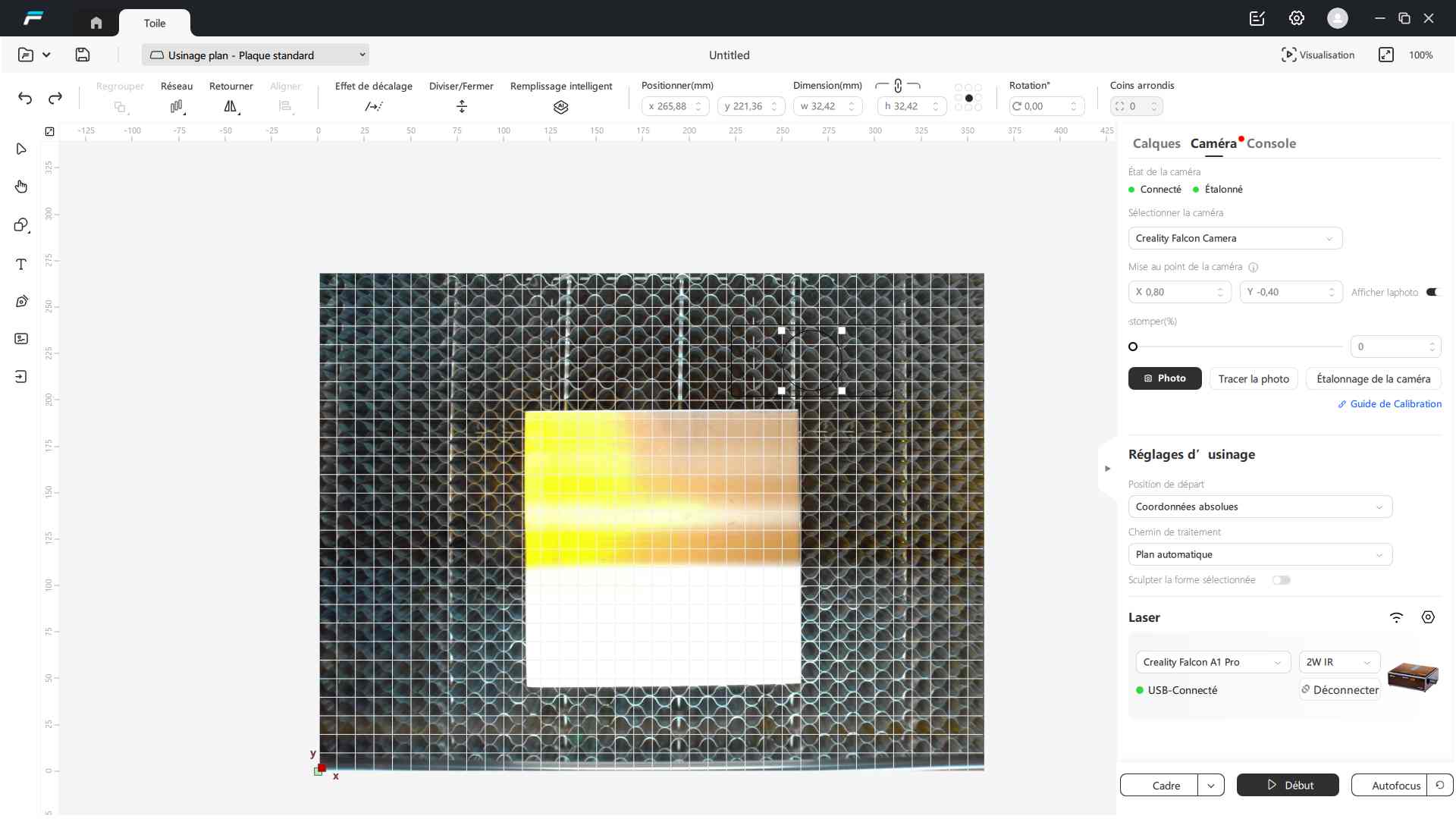
J’ai utilisé un morceau d’inox de récupération. Position,né au centre de la machine, il apparait ici, vu par la caméra.
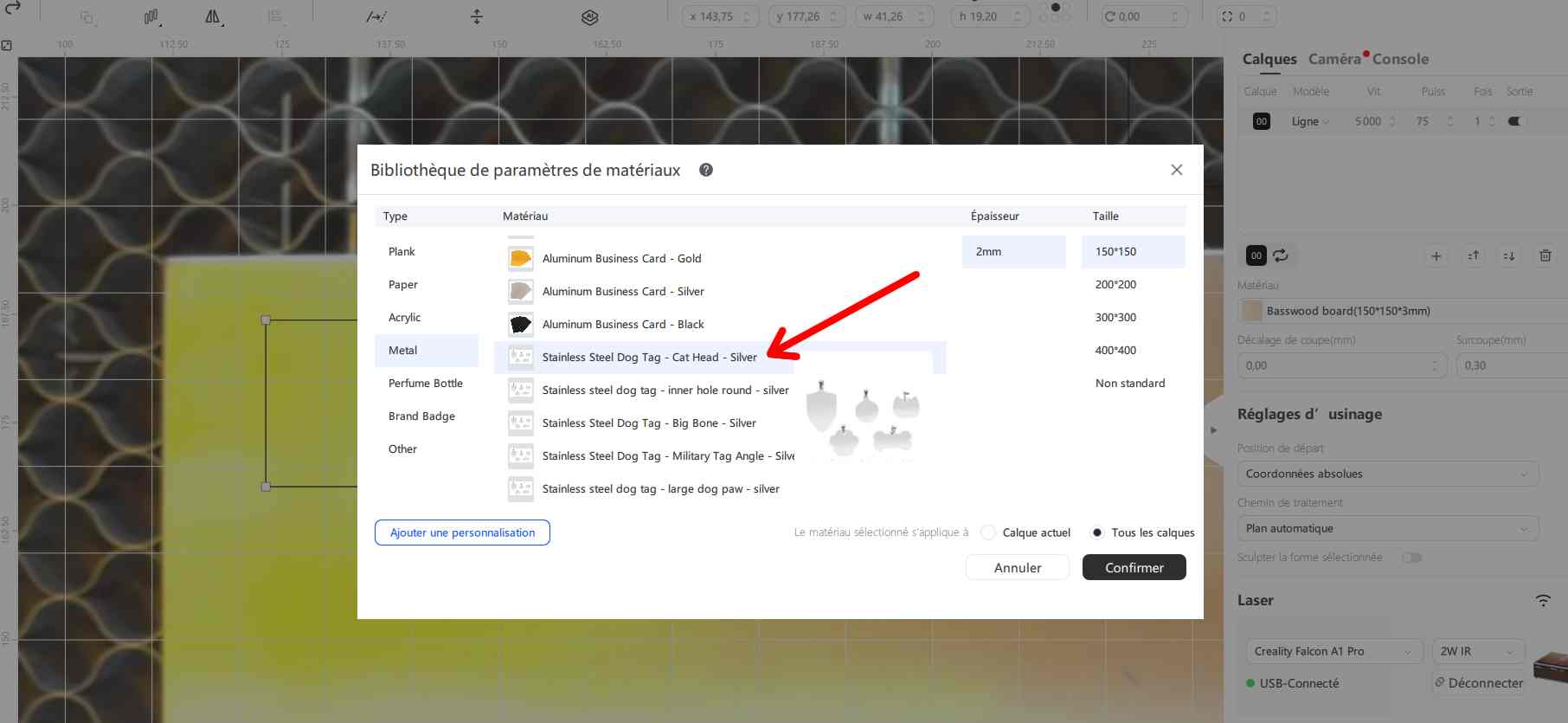
Dans la liste déroulante j ai choisi inox avec une taille « custom » (personnelle)
🔧 Saviez-vous que l’acier inoxydable est né… au Creusot ?
Eh oui, Framboise314.fr est basé au Creusot, ville emblématique de l’industrie métallurgique française.
C’est ici, dans les ateliers de la Société des Forges et Aciéries du Creusot, qu’en 1909, le chimiste Léon Guillet jette les bases de ce qu’on appellera bientôt « l’acier inoxydable ».
Une invention majeure pour l’industrie mondiale, et un clin d’œil à tous nos essais laser sur inox qui prennent tout leur sens ici, sur cette terre d’acier !
Framboise314, blog high-tech… mais bien ancré dans l’histoire !
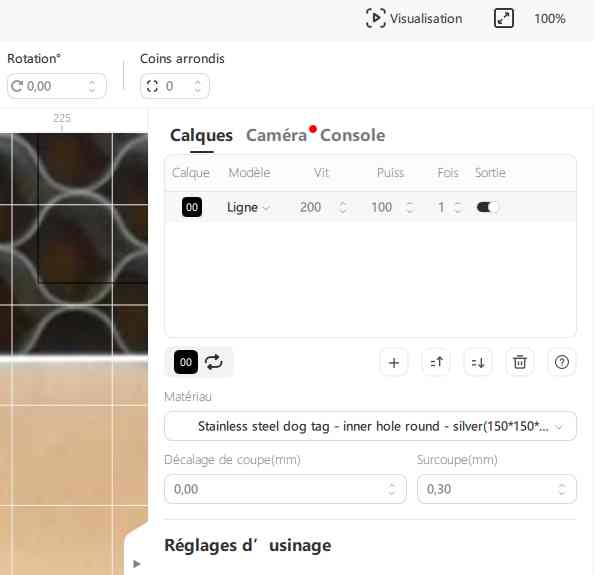
Avec la sélection de l’acier INOX, la vitesse a été automatiquement réglée à 200 mm/s et la puissance du laser à 100%.
Gravure sur INOX avec le laser IR 2w 1064 nm de la Creality Falcon A1 PRO
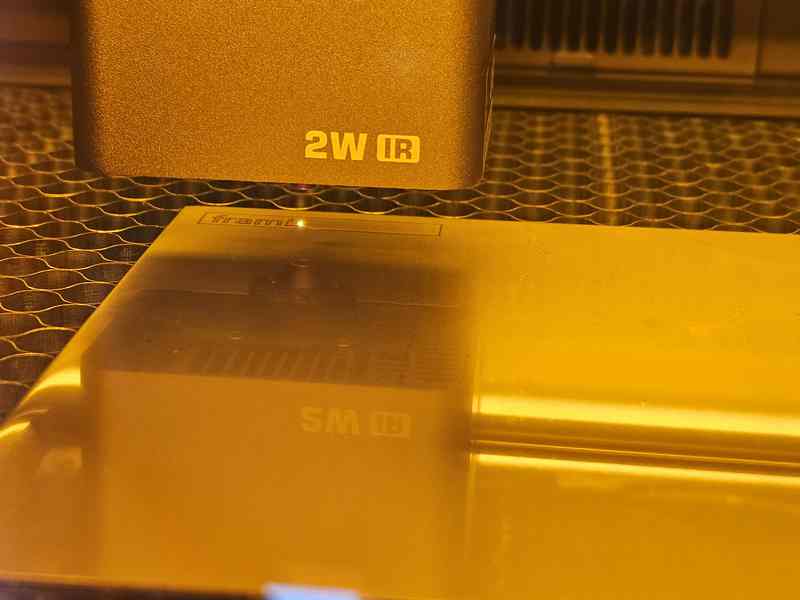
C’est parti pour la gravure, on voit déjà ici que l’opération se déroule bien avec le marquage de l’acier inox. On ne va pas faire de la gravure en profondeur, mais pour du marquage ça fonctionne très bien.

Le résultat de la gravure d’inox est tout à fait correct avec un belle finesse de gravure.
Gravure sur Aluminium recouvert de polymère avec le laser IR 2w 1064 nm de la Creality Falcon A1 PRO

Cette fois c est une carte de visite en alu recouvert d’un plastique noir (je ne connais pas sa composition). Ce type de carte est également connu dans les listes de Falcon Design Space, avec les différentes couleurs disponibles sur le marché.
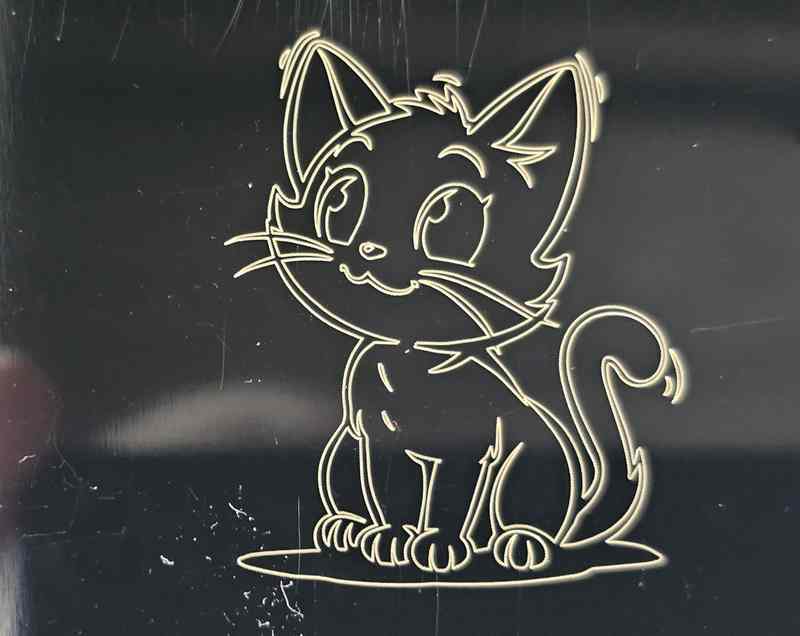
Cette photo montre la qualité de la gravure obtenue, qui sera tout à fait appropriée pour créer des cartes personnalisées.

Cliquez pour agrandir
Ici on est sur un scan en 600 DPI, cliquez sur l’image pour l’agrandir et vous rendre compte de la qualité obtenue.
Gravure couleur sur inox avec le laser IR 2w 1064 nm de la Creality Falcon A1 PRO
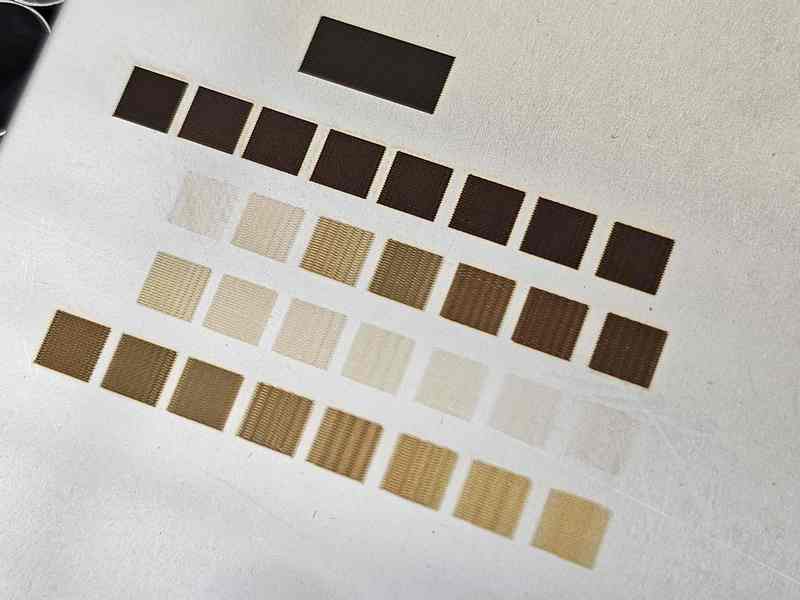
Avec ce premier essai on voit que différentes couleurs sont obtenues. Cependant je ne connais pas la nuance exacte d’inox de cette plaque, je referai d’autres tests avec de l’inox 318 plus approprié pour produire des couleurs.
🎨 Gravure en couleur sur inox 318 avec laser IR
L’acier inoxydable 318 (ou 1.4401 / AISI 316L modifié) contient un taux de chrome et de molybdène idéal pour la formation d’oxydes colorés lors de la gravure au laser infrarouge 1064 nm.
En modulant la puissance, la vitesse, la fréquence et la densité d’impulsions, on peut générer une fine couche d’oxyde à la surface qui diffracte la lumière différemment selon son épaisseur — c’est ce qui crée les couleurs !
- Bleu : faible puissance, balayage rapide
- Jaune / Or : puissance moyenne, balayage plus lent
- Violet : plusieurs passages à basse vitesse
- Vert : paramètres très spécifiques, difficile à stabiliser
Contrairement à une simple gravure blanche, ici il n’y a pas d’ablation du métal, juste une oxydation contrôlée. Le résultat est permanent, sans encre, et ultra élégant pour des logos ou décorations durables sur inox.
🛠️ Conseil : privilégiez un inox poli ou satiné et faites vos essais sur chutes avant d’attaquer une pièce finale.
Gravure sur cuivre avec le laser IR 2w 1064 nm de la Creality Falcon A1 PRO

Lors de mes essais avec le laser infrarouge 1064 nm, j’ai obtenu un marquage noir très net sur du cuivre. Ce phénomène est dû à la formation d’une fine couche d’oxyde de cuivre sous l’effet de la chaleur intense du faisceau laser. Contrairement à une gravure par ablation, ici le cuivre n’est pas retiré : il est simplement oxydé localement, ce qui donne un contraste sombre très visible, sans endommager la surface.
Je n’avais pas de pièce en cuivre pur sous la main pour ce test. À défaut, j’ai utilisé une plaque de circuit imprimé (PCB), dont la couche conductrice est bien en cuivre, la partie basse est en Cu nu, la partie supérieure est recouverte d’un vernis protecteur. Malgré cela, le résultat était convaincant.
Si vous gravez une gourmette en cuivre ou en laiton, le rendu sera similaire : une gravure noire permanente, élégante et bien contrastée. Le laiton réagit d’ailleurs de manière assez proche, avec une légère variation de teinte selon l’alliage.
Gravure sur de l’acier à ferrer les ânes avec le laser IR 2w 1064 nm de la Creality Falcon A1 PRO
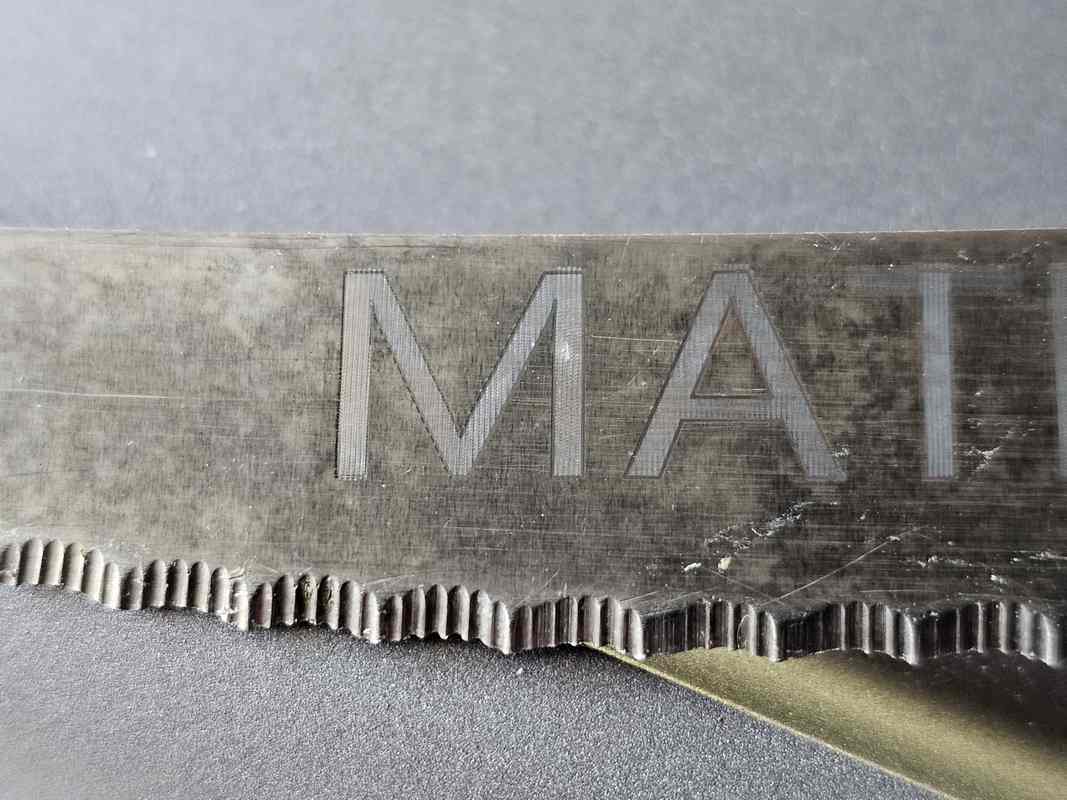
Toujours avec le module IR 2W, j’ai tenté une gravure sur une lame de couteau… un vieux modèle trouvé dans l’atelier en acier à ferrer les ânes — autant dire, pas un inox tout propre sorti d’usine. La gravure a parfaitement pris, malgré les conditions peu idéales.
La lame étant légèrement surélevée du côté du manche, elle n’était pas parallèle au plan de déplacement du laser. Résultat : les caractères de droite sont un peu flous. Mais le faisceau a bien mordu, preuve que même sur ce genre d’acier, la gravure fonctionne très correctement, même sans surface parfaitement plane.
🛠️ Mise à niveau de vos pièces : un détail qui change tout
Pour une gravure nette et uniforme, il est essentiel que la surface de la pièce soit bien plane et à la même hauteur que le point de focus du laser.
- Placez un support rigide sous la pièce si elle est creuse ou instable
- Vérifiez l’horizontalité avec une cale ou une pige
- Évitez les surélévations partielles (comme un manche de couteau) qui faussent le focus d’un côté
Un écart de 1 ou 2 mm peut suffire à rendre une partie de la gravure floue. Prenez le temps de caler correctement la pièce… votre résultat vous dira merci 😉
Conclusion
La Creality Falcon A1 PRO est une machine de très belle qualité, conçue pour répondre aux exigences des écoles, FabLabs (grâce à sa classe 1 et sa sortie prévue pour un système de filtration), mais aussi des makers et des entrepreneurs.
Son architecture CoreXY offre à la fois vitesse et précision, tandis que le changement de module laser se fait en quelques secondes, sans outil. L’autofocus intégré fait gagner un temps précieux, même s’il est limité à la zone centrale.
Avec le module bleu 20 W, aucun problème pour graver ou découper le bois : la finesse de gravure est d’ailleurs remarquable. Quant aux essais sur métal avec le laser IR 1064 nm, ils sont tout simplement superbes, comme en témoignent les nombreuses images de cet article.
Une belle évolution chez Creality, qui propose ici une machine complète, performante et bien pensée. Elle trouvera sans peine sa place dans un atelier pédagogique, un FabLab, ou sur un établi professionnel pour des projets de personnalisation ou de prototypage.
Cette machine est disponible dans la boutique Creality pour 707€ (prix de lancement puis 1179€) , les lecteurs du blog bénéficient d’une remise de 10€ avec le code de réduction FAPO.
Sources
Boutique Creality :https://store.creality.com/fr/products/creality-falcon-a1-pro-20w-graveur-et-decoupeur-laser?utm_source=zbanx&utm_medium=Blog&utm_campaign=framboise314.frWiki :https://wiki.creality.com/en/laser-engraver/falcon-a1-proBibliothèque d’objets :
https://webapp.craftseek.com/
Liens de téléchargement Apple/Android : https://webapp.craftseek.com/#/download
Falcon Design Space Manual : https://wiki.creality.com/en/laser-engraver/software-manual
Télécharger Falcon Design Space : https://webapp.craftseek.com/#/download